


摘 要:以普通連桿頸銑床為研究對象,通過對機床主要結構和運動形式的探究以及對機床工作過程和控制要求的分析,采用PLC控制系統(tǒng)的設計方法,選擇合適的PLC與變頻器,進行系統(tǒng)軟硬件設計,列出了PLC的I/O地址分配表,繪制了電氣接線圖和自動工作流程圖,編寫了PLC控制程序的梯形圖并調試,再結合液壓傳動系統(tǒng),完成了整個電氣控制系統(tǒng)設計。采用PLC控制系統(tǒng),使機床的性能和穩(wěn)定性得到很大的提升,也便于維護和技術升級。
關鍵詞:PLC;變頻調速;控制系統(tǒng);液壓傳動
銑床是用銑刀對工件進行銑削加工的機床,多用來銑削各種平面、溝槽、輪齒、螺紋、花鍵軸以及比較復雜的型面,在機械制造和維修工廠廣泛應用。XL-4型曲軸連桿頸銑床廣泛適用于汽車、拖拉機和內燃機曲軸的連桿的粗加工。主要用于加工曲軸的連桿頸外圓、臺階及R弧和扇面。隨著科學技術的進步和機械生產現(xiàn)代化要求的不斷提高,人們對普通銑床的認識進一步深化,電氣控制系統(tǒng)也逐步趨于完善,各種新技術、新工藝逐步應用于機械制造生產中。
XL4連桿頸曲軸銑床采用2組刀盤同時對曲軸的同相位的2個軸頸成型加工。刀盤采用可轉位硬質合金銑刀,刀盤的尺寸按照曲軸的開檔設計,同時對軸頸平衡塊側面、臺階、R弧、軸頸外圓一次成型銑削,夾具采用偏心夾緊方式,兩個動力頭裝在同一個滑臺上,每個動力頭帶1個刀盤,一次工進到位后,滑臺鎖緊,夾具旋轉一圈,完成了一個曲軸的銑削加工。
采用PLC與變頻器相結合的控制方案對原有繼電器和接觸器控制系統(tǒng)進行替代,可提高機床的性能和抗干擾能力;便于維護和技術升級;節(jié)省資金,改造機床同購置新機床相比一般可節(jié)省60%左右的費用;性能穩(wěn)定可靠,因原機床各基礎件經(jīng)過長期時效,幾乎不會產生應力變形而影響精度。
1 、機床的控制要求
機床要求具有手動和自動兩種操作方式。機床的液壓動力滑臺通過液壓傳動系統(tǒng)進行物理調速,便于頻繁地換向工作,滑臺快進、工進、快退、夾具、相位、頂尖等均由液壓系統(tǒng)傳動裝置與電氣控制系統(tǒng)相配合。機床頭架電機的4種運行速度由變頻器控制。
1.1 手動操作
把“狀態(tài)”按鈕鑰匙置于“手動”狀態(tài)機床即為手動操作狀態(tài)。按下“滑臺快進”或“滑臺工進”或“滑臺快退”按鈕可單獨使滑臺前進或后退。轉動“刀盤啟動”按鈕可使刀盤電機單獨啟動。按下“頭架低速”或“頭架高速”或“頭架反轉”按鈕可使頭架電機轉動,每次換速或換向前必須按下“頭架停止”按鈕。按下“回油泵啟動”按鈕可使回油泵單獨啟動。按下“滑臺潤滑”按鈕可使滑臺、頭架傳動箱等用油機械部分得到潤滑。
1.2 自動操作
在自動狀態(tài)下,當滑臺回到原位,頭架停在原位,頂尖、相位、夾具處于松開或縮回狀態(tài),且原位
燈亮時,把“狀態(tài)”按鈕鑰匙置于“自動”狀態(tài),按下“自動啟動”按鈕,整個機床按程序自動完成加工,而且加工完工件后,機床會自動回到原位狀態(tài)。
1.3 聯(lián)鎖與保護
為了保證電力拖動控制系統(tǒng)中電動機各種電器組件和控制電路能正常運行,消除可能出現(xiàn)的有害因素,并在出現(xiàn)電氣故障時,盡可能使故障縮小到最小范圍,以保障人身和設備安全,必須設置聯(lián)鎖和保護環(huán)節(jié)。
無論在手動還是自動狀態(tài)下,夾具、頂尖和相位不夾緊和頂緊,滑臺就不能前進;且頭架不在原位和滑臺不在后退位置時,夾具、相位、頂尖都不能松開或縮回。刀盤電機的Y-△降壓啟動不僅在電氣程序中有聯(lián)鎖保護,在接觸器上也要做相應的機械互鎖。頭架的4種運行速度都在電氣程序中做必要的聯(lián)鎖保護。機床還應設置電動機過熱保護和刀盤電機短路保護。當故障指示燈亮,刀盤和頭架電機立即停止工作,滑臺快速退回原位,油泵停止工作。
2 、系統(tǒng)設計
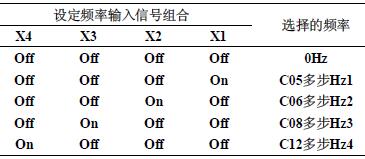
設計選用歐姆龍公司的CP1E-N40DR-A型PLC加上一個CP1W-40EDR擴展單元。變頻器選擇三菱電機的FR700系列。該變頻器的“R、S、T”接三相電源,“U、V、W”接被控制的三相異步電動機。“X1、X2、X3、X4”為頻率編碼輸入,分別連接到PLC的102.04、102.05、102.06、102.07輸出端口。使X1、X2、X3中有某一個接通時,F(xiàn)WD接通,由變頻器拖動的電動機正轉;X4接通時,REV接通,電機反轉。
變頻器設置為外部控制模式,采用多步頻率設定值的方法,在C05~C19項中輸入目標頻率值,由X4、X3、X2、X1的四位二進制組合來確定選擇C05~C19中的某個值。變頻器的其他參數(shù)采用默認值。具體頻率輸入編碼,如表1所示。根據(jù)機床的工作流程和控制要求,繪制的工作流程圖并編寫相應的梯形圖程序,完成調試運行。工作流程如圖1所示。

圖1 工作流程圖
表1 多段頻率編碼表
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年12月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)