


聯軸器傳動型直結式銑削主軸的裝配與調試
2017-6-29 來源:齊重數控裝備股份有限公司 作者:徐壯
摘要:數控機床上更換刀具通過松、拉刀機構來實現刀具松開、夾緊動作以及在切削加工工件時鎖緊刀具以避免刀具松脫。不同機床規格,刀具的自動夾緊機構不同,與之相應的外觀尺寸、刀柄型號以及感應方式也不盡相同。為使刀具在主軸上自動裝卸方便,主軸一般都采用7:24的錐孔和刀柄來配合定心。通常松、拉刀機構采用氣動或是液壓控制方法來實現裝夾刀具,但其機械動作原理基本是一致的,對于聯軸器傳動直結式主軸,采用液壓控制的方法,本文主要從以下幾方面對聯軸器傳動型直結式銑削主軸的裝配與調試進行詳細介紹。
關鍵詞:主軸;拉刀;松刀
1 主軸松拉刀機構工作原理簡述
數控銑床主軸組件由活塞、拉桿、蝶形彈簧、螺旋彈簧及鋼球組成,主軸裝在主軸箱內,拉刀機構裝在主軸內,拉刀機構采用蝶形彈簧和液壓控制裝置來實現松刀、拉刀動作。銑刀裝于主軸下端的錐孔內,主軸通過主軸箱內的主軸電機帶動旋轉以實現對工件的銑削加工。
1.1 松刀工作原理
主軸液壓松、拉刀機構如圖1所示,松刀時,即需要換刀,將刀具連同刀柄從主軸錐孔中取出。油缸活塞(4)位于主軸的上端,松刀時,液壓缸收到松刀信號,壓力油隨即通入液壓缸上油腔,即將拉刀入油孔的壓力油放出,在松刀入油孔打入說明書中給定壓力值的壓力油,此時,油缸活塞與松刀壓環(5)接觸并推動松刀壓環及壓柱(6)、拉桿(8)、拉爪(7)等延軸向壓縮碟形彈簧組(9)向主軸前端方向移動,拉桿移動并打開拉爪,碟形彈簧組在拉桿下移過程中使碟形彈簧組產生很大的彈性變形,油缸壓力達到12 MPa左右才能打開主軸拉爪,當感應盤(4)達到松刀位置,松刀感應開關取到信號后,完成整個松刀動作。
1.2 拉刀工作原理
拉刀時,液壓缸收到拉刀信號,壓力油在兩位四通閥的控制下沒有油壓,液壓油缸上腔接回油,下腔接壓力油,將松刀入油孔的壓力油放出,壓力油和螺旋彈簧使活塞向上移動,碟形彈簧組受到的油缸推力卸去,碟形彈簧組在自身彈力作用下帶動拉爪、拉桿、松刀壓環、壓柱、油缸活塞等向主軸尾端方向移動,直至碟形彈簧組恢復到未受油壓缸推動前的位置及狀態,同時依靠碟形彈簧組自身的彈力拉住拉爪,此時刀具已夾緊,但松刀環與油缸活塞尚未脫離,需在松刀壓力油放出的同時拉刀入油孔打入4 kg/cm以上壓力油,使油缸活塞與松刀環脫離,完成整個夾刀動作。刀具的刀柄完全依靠蝶形彈簧組產生的拉緊力進行夾緊的,避免工作時因突然停電造成刀柄自行脫落。油缸活塞上下移動設有兩個極限位置,裝有行程開關,用于發出刀柄松開和夾緊信號。當夾緊時,油缸活塞下端的活塞端部與拉桿的上端面間應留有一定的間隙,大約為4 mm,避免主軸旋轉時造成端面摩擦。
2.主軸的安裝調試
主軸在裝入滑枕前,請先接油管測試主軸松拉刀是否順暢,行程是否滿足說明書要求。松刀時,在松刀入油孔打入40~60 kg/cm2壓力油,具體數值在主軸松刀油孔旁邊有標注,當主軸錐孔中無刀柄時,觀察拉刀四瓣拉爪開合自如,錐孔中有刀柄時,松刀后刀柄應完全松脫,不需敲擊或震動即可輕松取出。拉刀時,用檢棒或刀柄涂色檢查7:24錐孔,將檢棒或刀柄放入錐孔中,將松刀壓力油放出,同時在夾刀入油孔打入4 kg/cm以上壓力油,當油缸活塞向主軸尾端移動至極限位置時,檢棒或刀柄處于夾緊狀態,此時,手動盤動主軸,主軸旋轉應輕松自如,無阻滯。然后再進行松刀動作,將檢棒或刀柄松開,檢測檢棒或刀柄7:24錐面接觸面積大于85%且大端接觸。
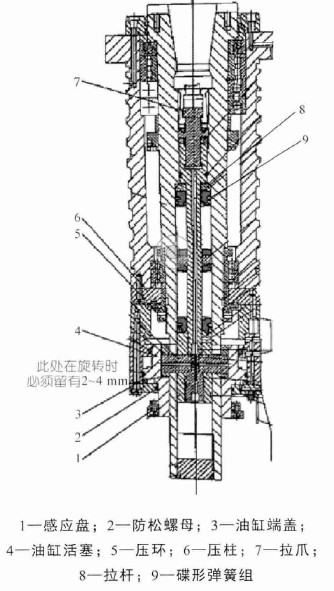
圖1 主軸液壓松、拉刀機構
調整主軸尾端松拉刀感應盤( 1 )及防松螺母(2)位置。(一般情況下,主軸在出廠前感應盤及防松螺母位置都由廠家調整好,為安全起見,主軸到我廠后對此位置進行復檢)此步可與上步交叉進行,主軸孔中有刀柄,在進行松刀動作時,當松刀到位后,查看防松螺母是否與油缸端蓋(3)貼緊,如未貼緊,旋轉防松螺母使之與油缸端蓋貼緊。主軸進行拉刀動作時,當拉刀到位后,測量防松螺母與油缸端蓋的距離,此距離必須大于拉爪行程2~4 mm,調整好防松螺母位置后,把合上感應盤。檢測完拉爪松拉刀動作及松拉刀感應盤位置,且手動盤動主軸,主軸旋轉靈活自如、無阻滯后,將主軸裝入滑枕中,調整安裝松拉刀感應開關,松刀感應開關位置應盡量向主軸前端靠近,拉刀感應開關應盡量向主軸尾端靠近,即接近各自的極限感應位置。調整好感應開關位置后,在數控系統接收到松拉刀完成的信號后,設置延時10 s再執行下一步動作,以避免由于感應開關位置調整不正確,反饋信號過早,發生安全故障。接上電機,按鑒定大綱要求對主軸進行試運轉。主軸孔中裝入檢棒,檢測主軸軸線徑向跳動達設計要求。
3.主軸安裝調試時需注意的事項
主軸松拉刀液壓閥要選用兩位四通閥,以保證常供油狀態,主軸旋轉前及旋轉中松拉刀油路必須保持工作狀態。主軸松刀油壓一般為40~60 kg/cm2,但有時受主軸使用方要求或受限于滑枕內部大小,油缸直徑會小于標準值,為保證必要的油壓缸推力,即需要提供超出常規油壓值的油壓,例如65 kg/cm2、70 kg/cm2、甚至100 kg/cm2,此數值一般都會在主軸上松刀油孔旁有標注,如果沒有標注,請依據拉爪開合是否自如準確,松拉刀是否順暢及拉爪行程來判斷是否需要提高油壓。在拉刀時,將松刀油壓放出,刀柄在碟簧組自身彈力作用下被拉緊,此時刀柄雖已夾緊,但是松刀環與油缸活塞尚未脫離,需在松刀油壓放出的同時拉刀入油孔打入4 kg/cm2以上油壓,使油缸活塞與松刀環脫離,防止研傷油缸活塞或松刀環。主軸在松刀狀態下不允許旋轉,主軸自然常態為拉刀狀態,不允許直接進行旋轉。
4.結束語
數控銑床上的刀具松、拉機構在數控銑床主軸上占有非常重要的作用,其設計是否合理對主軸的可靠性、加工精度及使用壽命產生直接的影響,進而影響到數控銑床的加工效率和工件的表面質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

