


摘 要: 在編制一般橢圓曲線宏程序的基礎上, 對任意方位的橢圓曲線的宏程序編程進行了實驗研究, 解決了任意方位橢圓曲線的宏程序編程問題, 對數控系統橢圓編程的二次開發具有參考價值。
關鍵詞: 數控銑床; 橢圓; 宏程序
0 引言
在數控銑床上加工橢圓曲線通常采用宏程序,用戶可以使用變量進行算術運算、邏輯運算和函數混合運算,通過它所提供的循環語句、 分支語句和子程序調用語句大大減少乃至免除手工編程繁瑣的數值計算,是提高機床性能的一種特殊功能[1],本文橢圓曲線為例,針對 FANUC 0i系統,利用 XK160 數控銑床對任意橢圓曲線銑削加工方法進行了實驗研究。
1 、一般橢圓曲線宏程序編程
一般橢圓曲線如圖 1 所示,橢圓的參數方程為:X=a×cosα (1) !Y=b×sinα (2)利用橢圓參數方程求出橢圓上各點坐標,并把各點用直線插補方法連在一起,這樣從根本上極大地保證了橢圓的加工精度[2],利用宏程序編制該橢圓的精加工程序如下:
O0001;
#100=20;橢圓長半軸
#101=12;橢圓短半軸
#102=0;橢圓切削角度起點
#103=360;橢圓切削角度終點
#104=0.5;角度增量
WHILE[#102 LE #103] D01;
判斷角度值是否達到終點, 當條件不滿足時,退出循環體#105=#100*COS [#102]; 計算橢圓圓周上的點的 X 坐標#106=#101*SIN[#102]; 計算橢圓圓周上的點的 Y 坐標G01 X[#105] Y[#106] F0.1; 直線插補至輪廓點位置#102=#102+#104; 角度值遞增END1; 循環體結束M30;
這種精加工方法的橢圓輪廓精度取決于角度增量,角度增量越小,曲線輪廓的擬合精度越高[3]。
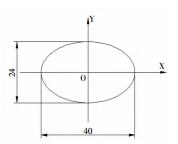
圖 1 一般橢圓曲線
2 、任意方位橢圓曲線宏程序編程
2.1 任意方位橢圓曲線參數方程的推導
任意方位橢圓曲線是指經過旋轉和平移的橢圓曲線,首先考慮經過旋轉的橢圓曲線的參數方程,如圖 2 所示,橢圓由虛線位置旋轉至實線位置,旋轉角度為 θ,橢圓上任一點 A 旋轉至 A1 點。
![]()
2.2 任意方位橢圓曲線宏程序編程
根據經過旋轉、平移的橢圓參數方程式(3),參照一般橢圓曲線宏程序編程方法,編制宏程序如下:
O0002;
#100=20;橢圓長半軸
#101=12;橢圓短半軸
#102=0; 橢圓切削角度
起點
#103=360; 橢圓切削角
度終點
#104=0.5;角度增量
#105=30;橢圓在工件坐標系內旋轉的角度
#106=20;橢圓中心在工件坐標系中的 X 坐標值即 X1 值
#107=30;橢圓中心在工件坐標系中的 Y 坐標值即 Y1 值
WHILE[#102 LE #103] D01;判斷角度值是否達到終點,當條件不滿足時,退出循環體#108=#106+SQRT[#100*#100*COS[#102]* COS[#102]+ #101*#101*SIN[#102]* SIN[#102]]*COS[#105+#102];計算橢圓圓周上的點的 X 坐標#109=#107+SQRT[#100*#100*COS[#102]* COS[#102]+ #101*#101*SIN[#102]* SIN[#102]]*SIN[#105+#102];計算橢圓圓周上的點的 Y 坐標G01 X[#108] Y[#109] F0.1; 直線插補至輪廓點位置#102=#102+#104; 角度值遞增END1; 循環體結束M30;
把該程序程序輸入 FANUC 0i 系統、XK160 數控銑床中,運行結果正確。 改變旋轉角度、橢圓中心點坐標等變量,可以銑削加工不同方位的橢圓曲線,運行結果均正確。
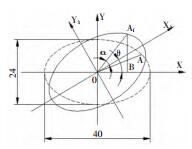
圖 2 任意角度的橢圓曲線
3 、結束語
利用宏程序編程,能有效提高編程效率,有利于數控加工程序的標準化、模塊化和柔性化,任意方位橢圓曲線宏程序編程實驗研究的成功對于擴展系統功能、 數控機床編程系統的二次開發具有參考價值。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

