


摘要:文章提出并利用廣州數控GSK990MA加工中心對雕銑機床進行控制改造。利用脈沖序列給主軸變頻器發送0~10V模擬量信號,可更準確地控制主軸位置且能在面板實時監控;能實現某單軸的軟、硬限位,既可以實現使用一個限位行開,也可以使用兩個限位行開;最小位移控制單位可以通過參數的改變使精確度達到0.0001mm。
關鍵詞:雕銑機床;數控系統;機床改造;伺服驅動;脈沖系統;變頻器
改造的GH410型雕銑機其運動的主要控制系統是基于PMAC運動控制卡的工控控制。其在工業的發展中顯然已不能適應現代工業加工復雜的要求,并且該控制系統在
實際加工過程中,隨著使用次數的增加其穩定性也越來越差。因此為了能使該機床繼續使用并且作為教學實驗平臺,決定在此機床上加以更穩定的廣數GSK990MA銑床加工中心數控系 統。
1 、改造后雕銑機的數控系統硬件
本次改造使用的GSK990MA銑床加工中心數控系統裝置,采用32位高性能的CPU和超大規模可編程器件FPGA,可編輯的PLC使邏輯控制功能更加靈活強大。數控系統的單元組成部分包括GSK990MA數控系統、附加操作面板、數字交流伺服驅動單元、伺服系統、交流變壓器等。本次改裝與之相配匹的驅動器為GS200交流伺服驅動器,三個進給軸電機為80SJT交流伺服電動機(其中X、Y軸不帶抱閘,Z軸帶抱閘),主軸變頻器為臺達VFD-F,變頻器驅動的主軸為額定功率3kW的電機。
2 、系統各設備的連接與設定
數控系統與外部各設備的連接如圖1所示,其中包括系統與驅動單元的連接、RS232標準串行接口、系統與手脈和手持單元的連接、系統與主軸單元的連接以及電源接口等。
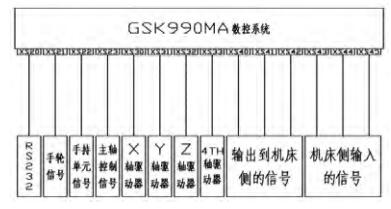
圖1 系統外部連接
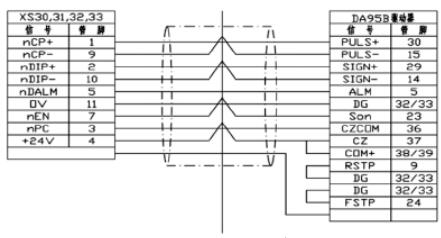
圖2 信號電纜連接
數控系統與驅動單元連接的接口包括XS30(X軸)、XS31(Y軸)、XS32(Z軸)、XS33(第四軸),連接線路圖如圖2所示,其中XCP+、XCP-、YCP+、YCP-、ZCP+、ZCP-、4CP+、4CP-為代碼脈沖信號,XDIR+、XDIR-、YDIR+、YDIR-、ZDIR+、ZDIR-、4DIR+、4DIR-為運動方向信號,兩組信號均為差分輸出。連接線路圖如圖2所示。將各硬件按照要求連接正確以后需要把各驅動器以及數控系統的有關參數進行設置,比如急停與限位、齒輪比調整、反向間隙補償、機床螺距補償、機床回零、參考點設置、驅動器單元設置以及主軸正反轉的輸入輸出信號控制等。
3 、系統與主軸單元
主軸電機的驅動是通過變頻器從數控系統接收到0~10V的模擬量電壓后,變頻器輸出頻率控制電動機轉速,其中數控系統的輸出接口為XS41;主軸與整個數控系統之間是通過變頻器調節然后相互通訊,首先我們需要設定變頻器參數,其中包括:最高頻率設定參數:01-00=60,最高頻率為60Hz;最高電壓頻率設定參數:頻率制定來源設定參數:02-00=01,主頻由外部AV(輸入DC 0~10V);運轉指令來源設定參數:02-01=01,由外部端子輸入(STOP有效);停車方式設定參數:02-02=01,STOP自由停車E、F自由停止;二線/三線式運轉控制設定參數:02-05=01,運轉/停止、反轉/正傳;電源啟動運轉控制設定參數:02-06=01,不可運轉;面板顯示設定參數:02-09=00,顯示驅動器輸出電流;散熱
風扇控制方式設定參數:03-15=00,上電即開。
4 、結語
本文采用廣州數控990MA系統控制改造GH410型雕銑機,通過對其硬件的改造以及軟件參數得的更改,最后對系統的穩定性進行了簡單的分析,我們得出以下結論:(1)GSK990伺服控制系統接口利用脈沖序列給主軸變頻器發送0~10V模擬量信號,可更準確地控制主軸位置且能在面板實時監控;(2)該系統的限位、零點設置更方便靈活,某單軸既可以實現使用一個限位行開,也可以使用兩個限位行開;(3)最小位移控制單位可以通過參數的改變使精確度達到0.0001mm;(4)系統改造安裝完成后其加工精度,各方面要求穩定性都能達到實際加工要求且其加工效率遠超于原板卡式系統,通過控制系統的改造使加工效率以及加工精度得到大幅度提高。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

