


應用于立式銑床的快速裝夾工裝
2022-7-8 來源: 西安煤礦機械有限公司 作者:何亞軍, 楊鋒, 馬秋政, 田 博
摘要: 采煤機、掘進機等煤礦采掘裝備上電控箱隔爆蓋板零件品種繁多、規格各異,加工精度要求高,在生產制造過程中,傳統裝夾方式裝夾、找正時間長,定位精度差,對操作者技能水平依
賴性強,工件加工質量不穩定。 設計了一種應用于立式銑床的多功能快速裝夾工裝,有效提高了零件加工時的裝夾效率、加工精度和加工質量,節省了生產成本。
關鍵詞: 隔爆蓋板; 立式銑床; 多功能; 裝夾工裝
1、傳統銑削工藝分析
電控箱隔爆蓋板零件示意圖如圖 1 所示,其生產工序:下料→劃線→銑→鉗→銑→鉗→入庫,銑削工序是整個生產加工過程中最關鍵、耗時最長的工序,安排在立式銑床上加工。
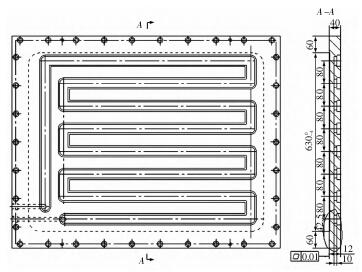
圖 1 電控箱隔爆蓋板零件示意圖
銑削工序的傳統加工工藝方法:
(1)以隔爆蓋板正面板面為粗基準,墊平、找正、壓緊工件,銑蓋板背面各部位(壓緊螺栓干涉部位不加工);
(2)調整壓緊螺栓位置,重新找正、壓緊工件,銑蓋板背面剩余部分;
(3)以已加工完成的蓋板背面為基準 ,找正 、壓緊工件,銑蓋板正面各部位(壓緊螺栓干涉部位不加工);
(4)調整壓緊螺栓位置,重新找正、壓緊工件,銑蓋板背面剩余部分。
在其加工過程中,需墊平、找正、壓緊、松開工件各 4 次,耗費的加工輔助時間較長。而電控箱隔爆蓋板屬常用零件,一次需投產多件,在加工過程中輔助時間耗費多,效率低,生產成本高。
綜上,需設計一種應用于立式銑床的多功能快速裝夾工裝以解決采煤機、掘進機等煤礦采掘裝備上電控箱隔爆蓋板零件在加工過程中輔助時間耗費多、效率低的問題,保證產品質量,提高加工效率。
2、立式銑床用多功能快速裝夾工裝設計
(1)工裝設計方案
一種應用于立式銑床的多功能快速裝夾工裝的結構示意圖如圖 2 所示,包括底座、夾具和墊塊,用于電控箱隔爆蓋板零件加工中的裝夾、定位。 ①底座 主體是根據隔爆蓋板外形尺寸設計的盤體,盤體的側面分別為 E 面和 F 面, 盤體的底面為 G 面,在隔爆蓋板加工裝夾過程中,E、F、G 面分別定位隔爆蓋板的 3 個面,其設計有吊裝孔,并且設計有多個清屑槽; ②夾具 E、F 對立面上安裝定位螺釘和基準的壓塊,工件安裝于底座后,通過擰緊定位螺釘對工件進行夾緊,通過選擇不同厚度的基準壓塊,可實現幾種尺寸規格的隔爆蓋板裝夾、加工;③墊塊 焊接在底座下的墊鐵,能夠根據銑床立柱的極限尺寸調整高度,其上開有安裝槽,可用 T 形滑塊和螺栓固定安裝于機床工作臺面上。
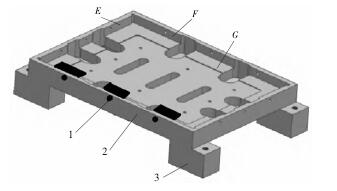
1. 夾具 2. 底座 3. 墊塊
圖 2 工裝結構示意圖
(2)工裝使用過程
加工隔爆蓋板時,將底座通過墊塊固定安裝于銑床的工作臺面上,壓緊、找正,設定工件加工坐標原點,將隔爆蓋板放置在底座上與 G 面貼實,長、寬邊分別與底座的 E、F 面貼實; 隔爆蓋板放置好后,選擇合適的基準壓塊并放置于定位螺釘和工件之間,擰緊定位螺釘,夾緊工件,開始隔爆蓋板的背面加工;背面加工完成后,松開定位螺釘,將工件翻面,同樣用上述方式夾緊工件,完成隔爆蓋板正面加工,完工后清理干凈工裝上的鐵屑。 工裝使用示意圖如圖 3 所示。
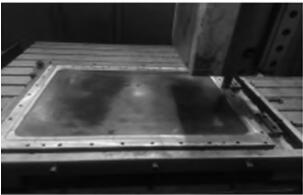
圖 3 工裝使用示意圖
3、立式銑床用多功能快速裝夾工裝技術優點
(1)此工裝結構簡單,安裝、找正方便,裝夾工件方便,能迅速完成工件的定位和夾緊,夾緊可靠;
(2)此工裝裝夾工件方式采用三面定位,實現了加工工件的完全定位,工件加工定位基準與設計基完全重合,保證了產品的加工精度和加工質量;
(3)定位面采用分段槽結構,減少了接觸面積,提高了定位精確度。
4、結語
(1)該工裝使用方法簡單,有效提高了加工效率和產品質量;
(2)該工裝通用性強,可加工多種同類型煤礦采掘裝備上的電控箱隔爆蓋板;
(3)該工裝夾持范圍大,可滿足不同規格的隔爆蓋板裝夾、加工;
(4)該工裝設計簡潔,制造方便,可推廣性強;
(5)該工裝可以使用邊角料加工,可降低生產成本。
此多功能快速裝夾工裝的應用,有效提高了采煤機、掘進機等煤礦采掘裝備上電控箱隔爆蓋板零件加工時的裝夾效率、加工精度和加工質量,降低了生產成本。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

