


用于加工內鍵槽的數控銑床附件機構設計
2023-8-7 來源:- 作者:潘建新 何文學
摘要:針對普通立式數控銑床不能加工零件內孔軸向鍵槽的問題,設計了用于加工內鍵槽的數控銑床附件機構。 介紹了兩種附件機構的設計方案與工作原理,將所設計的附件機構與現有立式數控銑床相配合,能夠方便地加工出零件內孔軸向鍵槽,并且加工速度快,效率高,質量好。
關鍵詞:數控銑床 內鍵槽 加工 附件機構 設計
1、設計背景
普通立式數控銑床安裝的立式銑刀只能銑削工件外形輪廓、型腔、槽、平面、曲面,對于齒輪、皮帶輪、飛輪等工件的內鍵槽,卻無法銑削,由此限制了立式數控銑床銑削加工的應用范圍。
為了解決上述問題,筆者根據現有立式數控銑床主軸端部的結構,設計了一種用于加工工件內鍵槽的數控銑床附件機構,將只能在豎直方向進刀的立式銑刀改變方向,成為在水平方向也能進刀的立式銑刀,這樣可以加工出工件內鍵槽,滿足工件內鍵槽銑削加工
的需要。
2、方案一
2.1 結構
方案一為使用直柄立式銑刀的數控銑床附件機構,如圖1所示。 在方案一附件機構中,彈性聯軸器上半部的頂端采用莫氏錐柄結構,工作時與銑床主軸固連。 彈性聯軸器上半部通過彈性體與彈性聯軸器下半部相連。 彈性聯軸器下半部與主動錐齒輪軸通過平鍵連接,并由緊固螺母緊固。 主動錐齒輪軸與主動錐齒輪為整體結構。 彈性聯軸器下半部、主動錐齒輪軸分別通過上軸承、下軸承安裝在上殼體內。 在下殼體內安裝從動軸、左軸承、右軸承、從動錐齒輪、鎖緊螺母。
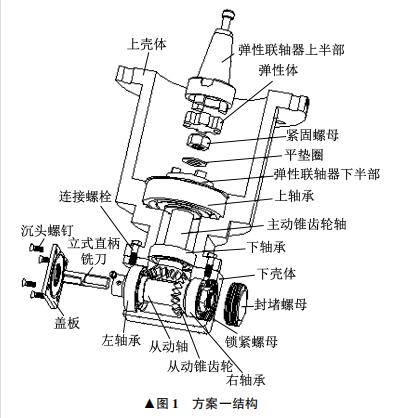
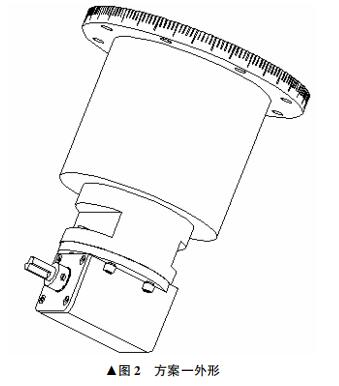
從動軸左右兩端分別通過左軸承、右軸承安裝在下殼體內,從動錐齒輪固定在從動軸上,從動軸左端內孔安裝直柄立式銑刀。 下殼體左右兩端分別安裝蓋板和封堵螺母。 主動錐齒輪和從動錐齒輪嚙合,上殼體與下殼體通過連接螺栓連接。 上殼體通過連接螺栓與銑床主軸箱的主軸法蘭相連,改變連接孔位,可以改變直柄立式銑刀在水平方向上的軸向方位。 將直柄立式銑刀尾部圓柱面的一邊磨成一偏平面,套裝在從動軸內孔中,并用沉頭螺釘緊定。 方案一外形如圖 2 所示。
2.2 工作原理
方案一附件機構在殼體內安裝有主動錐齒輪軸、主動錐齒輪、從動軸、從動錐齒輪,主動錐齒輪軸通過彈性聯軸器與數控銑床輸出軸連接,主動錐齒輪與從動錐齒輪嚙合,從動軸輸出端連接直柄立式銑刀,數控銑床輸出軸通過兩錐齒輪的嚙合改變方向,銑刀不再是豎直向下進刀,而是旋轉了 90°,成為水平橫向進刀,這樣就可以實現工件內鍵槽的銑削加工。 方案一的優點為結構合理,能使立式銑刀水平安裝,當機床豎直向下運動時,與輸出軸相連的附件機構隨之向下運動,這樣就可以在工件孔內加工豎直方向的鍵槽。 方案一的缺點為下殼體體積大,只能在工件較大孔徑中加工鍵槽,若孔徑小于下殼體外形尺寸,則無法進入孔內加工鍵槽。 另外,如果鍵槽尺寸較大,立式銑刀又為錐柄,那么無法將錐柄立式銑刀尾部圓錐面的一邊磨成一偏平面,錐柄立式銑刀無法安裝固定。
3、方案二
3.1 結構
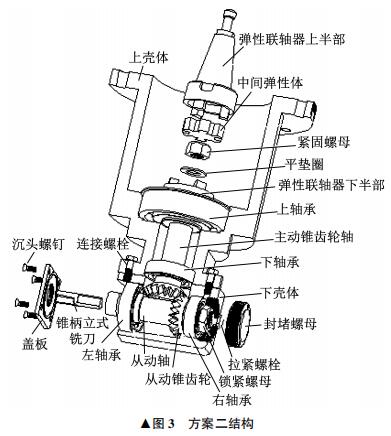
方案二為使用錐柄立式銑刀的數控銑床附件機構,如圖3所示。 方案二與方案一的不同之處是,將從動軸改為空心軸,從動軸左端做成錐孔,能夠安裝錐柄立式銑刀。 拉緊螺栓從從動軸右端伸入,將錐柄立式銑刀拉緊固定。
3.2 工作原理
方案二與方案一的工作原理一致,也是在殼體內安裝有主動錐齒輪軸、主動錐齒輪、從動軸、從動錐齒輪,主動錐齒輪軸通過彈性聯軸器與數控銑床輸出軸連接,主動錐齒輪與從動錐齒輪嚙合,從動軸輸出端安裝銑刀。 數控銑床的輸出軸通過兩錐齒輪的嚙合而改變方向,銑刀不再是豎直向下進刀,而是旋轉90°,成為水平橫向進刀,這樣就可以實現工件內鍵槽的銑削加工。 方案二的優點是采用錐柄立式銑刀,能夠銑削大型工件內鍵槽,改變方案一只能采用小型直柄立式銑刀的結構,更方便加工大孔徑工件中的鍵槽。 方案二的缺點是下殼體體積大,只能在工件較大孔徑中加工鍵槽,若工件孔徑小于下殼體外形尺寸,則無法加工鍵槽。
4、傳動設計
在上述用于加工內鍵槽的數控銑床附件機構中,聯軸器的設計比較簡單,可以采用彈性聯軸器方案,也可以采用剛性連接方案。 采用剛性連接方案時,可將聯軸器的一端做成孔,另一端做成軸,將軸伸入孔中,中間用平鍵連接。 聯軸器只受扭力,設計簡單。錐齒輪傳動則相對復雜,主要考慮以下六點:①錐齒輪傳遞的功率大小,以及錐齒輪的轉速范圍;②采用不同輸出軸方式時錐齒的輪受力大小與方向;③錐齒輪輪對的設計壽命;④ 錐齒輪的齒形結構與錐齒輪的材料、熱處理、加工精度;⑤ 錐齒輪的齒數與錐齒輪輪對的傳動比;⑥ 錐齒輪的冷卻潤滑方式。
上述六點確定以后,就可以方便地設計出錐齒輪輪對。對于主動軸與從動軸上的軸承,主要基于各軸的受力情況來選擇合適的尺寸與型號。
5、應用效果
在確定用于工件內鍵槽的數控銑床附件機構方案以后,基于筆者單位現有VM850 立式數控銑床的主軸端部外形結構,按方案一設計了一套用于加工內鍵槽的數控銑床附件機構。
考慮外形尺寸及質量,在設計時不能按VM850 立式數控銑床的全功率負荷來設計附件機構。 考慮密封方便,不能采用潤滑油潤滑,而是采用鋰基潤滑脂潤滑,轉速按1500r/min 來考慮。
按設計圖紙制作出用于加工內鍵槽的數控銑床附件機構,安裝直徑為14mm 的立銑刀后,對內孔直徑為 140mm 的皮帶輪內鍵槽進行加工,效果良好。
來源:
1. 長沙職業技術學院 智能制造工程學院 潘建新
2. 湖南科技職業學院 智能裝備技術學院 何文學
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

