


ZK5201 鉆床主軸和進給系統對鉆孔精度的影響
2019-2-11 來源:武漢大學 動力與機械學院 作者:肖 華,張立佳,肖 帥
摘 要:針對 ZK5201 鼓式剎車片專用鉆床,對其主軸系統和進給系統的鉆孔精度進行研究。利用有限元軟件平臺,重點分析機床主軸的徑向應力應變,并且從主軸的模態分析得到了主軸的固有頻率和振型,結果表明該鉆床的主軸系統能夠保證最終加工精度。
通過建立進給系統的數學模型,利用 MATLAB 分析系統參數對階躍響應動態特性曲線的影響,建立了進給系統誤差與主要系統參數之間的定量關系,通過優化系統參數,降低進給系統的誤差,從而提高了剎車片鉆床的穩定性和精度。
關鍵詞:鼓式剎車片,數控鉆床,精度,動態特性
1 、引言
汽車剎車片作為汽車的安全件,直接影響到汽車行駛安全制動的性能,因此需要高精度、高質量的生產來保障汽車的安全行駛。剎車片螺栓連接孔的加工效率一直以來都非常低,采用數控機床對剎車片鉆孔工藝進行改進后,剎車片鉆孔效率得到大幅提升,但剎車片鉆孔精度的控制是目前最關鍵的問題。
在對于剎車片孔加工精度分析與研究,國外主要是通過機床精度建模技術來進行,模型的建立大部分是以靜態或準靜態分析為主,存在著一定的缺陷與不足,如通用性問題等。在實際數控機床加工過程中,機床的精度影響因素大部分非常復雜而且難以進行量化分析和判定,因此,對很多機床精度建模的分析與研究還只是停留在理論分析階段與實驗階段,缺乏一個比較精確分析的數學模型。
2 、影響剎車片孔加工精度的分析
2.1 剎車片孔加工特點
剎車片是非金屬,屬于復合材料,剎車片孔是階梯孔,分布在具有一定弧度的剎車片上,采用復合刀具進行加工,并且不同剎車片階梯孔的直徑和深度都有所不同,孔位置的多樣性以及剎車片弧度的多樣性給加工帶來了一定的困難。剎車片孔加工既有形狀尺寸要求,也有孔與其他孔和面的位置精度要求。其主要形狀位置精度要求有:孔徑的尺寸公差
、位置度公差、圓度公差和角度公差等。
我們重點對 ZK5201 三工位剎車片鉆床鉆孔精度進行分析,為剎車片鉆床提高鉆孔精度采取有效措施。
2.2 ZK5201 數控鉆床的誤差分析
影響數控機床加工精度的因素有多種,其中主要的影響因素有以下的幾種:機床整機的結構、夾具的精度、伺服系統、工藝過程參數和外界環境。數控機床不同的誤差源對加工精度的影響是不一樣的,結合 ZK5201 數控鉆床的實際情況,對鉆床本體精度影響的主軸及進給系統兩方面進行分析。
3 、鉆床主軸系統對精度影響分析
數控機床的主軸與刀具直接相連,它的精度將直接影響到被加工零件的精度,而機床主軸的靜動態性能是對主軸分析時必須考慮的因素。
3.1 主軸結構分析
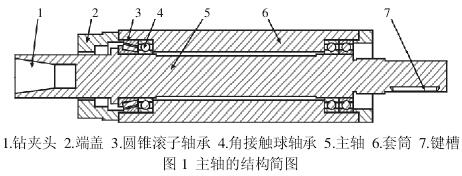
主軸通過皮帶輪來進行驅動,主軸前支承承受徑向載荷和軸向載荷,主軸后支承承受徑向載荷。主軸系統的進給運動是通過交流伺服電機驅動滾珠絲杠來完成。主軸部件的結構簡圖,主要是由機床主軸、軸承、主軸箱體、軸承座壓蓋和套筒等零件組成,如圖 1 所示。ZK5201 鉆床的主軸工作時高速旋轉,有一定的沖擊和振動,一方面用靜強度分析它的強度和剛度,另一方面用模態分析來計算它的固有頻率和高階頻率。
3.2 主軸的靜力學分析
在 Workbench Mechanical 中,通過有限元后處理程序,得到主軸的徑向方向變形,如圖 2 所示。
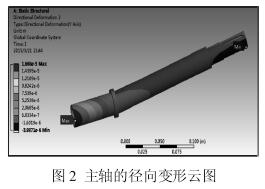
由圖 2 可知:主軸的總的最大變形位置發生在軸與鉆頭安裝的結合處,其變形量為 Umax的值為 16.68um。變形的變化值所引起的幾何精度誤差值應小于機床的幾何誤差的(
1/3—1/5)T,由剎車片孔加工的位置精度為±0.1mm 可以得,軸的變形誤差的范圍為:
而實際所分析的最大位移為 16.68um,小于軸變形的誤差范圍,能夠達到精度的要求,但非常接近,在實際的加工過程當中需要適當增大主軸的剛度。
3.3 主軸的模態分析
主軸在理論上是可以求出無窮多階的頻率,但是對于實際的加工過程而言,只有最低的幾階固有頻率才有可能和實際外界的激勵頻率相接近。ANYSYS Workbench 的模態分析結果,如表 1所示。
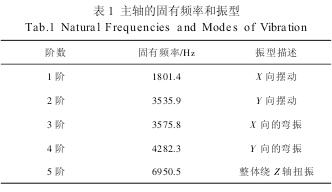
在對主軸進行模態分析中,主要考慮工作頻率附近的固有頻率的分布情況,應該盡量地避免工作頻率附近存在共振頻率,通常設定主軸的最高的工作轉速不能超過 1 階的臨界轉速的75%。其 1 階模態振型,如圖 3 所示。
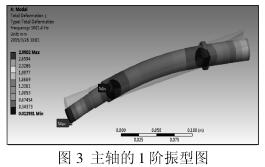
從表 1 可以得出,主軸的 1 階頻率為 1801.4Hz,通過計算可以得到主軸的臨界轉速 nt為:
而 ZK5201 數控鉆床的主軸的工作的最高轉速 2840r/min,遠遠低于其 1 階臨界轉速,所以該主軸從模態分析的角度來說,設計合理,可以有效地避開共振區,避免產生大的變形,保證了最終的加工精度。
4 、鉆床進給系統對精度影響分析
ZK5201 型剎車片鉆床進給系統主要由以下幾部分組成:伺服驅動系統、機械傳動部件、執行元件和檢測反饋環節。進給系統可以看做是一個動力學的系統模型,以伺服電機的角位移作為機械傳動的輸入,以執行部件的運動作為輸出,將進給傳動系統簡化為動力學系統的模型。
4.1 進給系統誤差組成
進給系統誤差來源主要有三方面:機械系統本身制造誤差、靜態載荷變形誤差和熱變形誤差。對機床本體精度進行分析,因此不考慮熱變形引起的誤差。ZK5201 數控機床的進給系統的誤差可以用以下的公式來進行表示:
由此,ZK5201 數控系統進給系統的誤差主要由三部分組成:機械傳動的間隙誤差 e2、滾珠絲杠與主傳動機構自身的制造誤差 e3和系統自身的彈性變形誤差(其中:K—
系統的等效扭轉剛度;J0—等效轉動慣量;f—機械系統的等效阻尼;L—滾珠絲杠的導程)。
其中的第一項 e2和第二項 e3的誤差均為定值,可變的誤差項僅有第三項-系統自身的彈性變形誤差,它是系統誤差的主要來源。
4.2 進給系統動態特性分析
4.2.1 進給系統的單位階躍響應與響應性能分析
通過計算得出 ZK5201 數控鉆床進給系統的相關參數,如表2 所示。
表2
根據對 ZK5201 進給系統參量的計算,帶入到進給系統的數學模型中,可得:
通過 MATLAB 對數控鉆床的進給系統進行單位階躍響應仿真,得到的階躍響應曲線,如圖 4 所示。
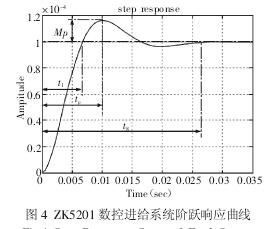
為了對進給系統的單位階躍響應的特性進行說明,一般采用4 個指標來進行說明:
(1)上升時間 tr=0.007;(2)峰值時間 tP=0.01;(3)最大超調量 MP=2×10- 5;(4)調整時間 tS=0.026。通過以上的進給系統的單位階躍響應特性曲線以及性能指標的考慮,可以得到如下的結論:①由于機械的負載、執行部件的質量等元件的質量是確定的,所以對于系統影響比較大的因素主要是系統的等效阻尼系數f 和系統的總體等效的剛度 K。
②通過特性曲線可以估計,因為系統的超調量偏大,系統的等效阻尼系數應適當地加大,系統的總體剛度也應有所提高,加快調整的時間,提高系統的響應速度,同時也應該減小系統的振動幅度。
4.2.2 進給系統的單位階躍響應與參數 f 的關系
進給系統等效阻尼系數 f 產生改變,以此來分析對于進給系統單位階躍響應曲線特性的影響。因此,我們采用控制變量法,在保證進給系統其它參數不變的情況下,只改變系統的等效阻尼系數,選取 f=(0.11~1.0)。

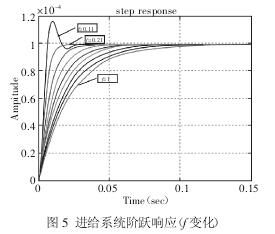
執行 MATLAB 的相關程序后,得到的階躍響應曲線,如圖 5所示。當 f=0.11,系統的超調量的值偏大,這也說明從系統受到階躍響應開始到最終的穩定值,其波動變化范圍比較大,系統不太穩定。當 0.1<f<1 時,隨著 f 的值不斷的上升,系統單位階躍響應的超調量減少,但上升的時間卻有所加長。
對于整個的進給系統來說,必須得綜合考慮到超調量和上升時間這兩個因素,因此最終 f 的值應該接近于 0.21。
4.2.3 進給系統的單位階躍響應與參數 K 的關系
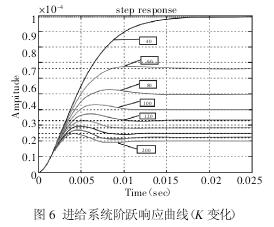
通過對系統階躍響應的分析,可以得到當 f=0.21 時,系統的超調量和上升時間這兩個變量的綜合效果是最優。繼續保持其它的參數不變,只改變系統的總體剛度 K,選取 K=
(40~200)kg/μm。
執行 MATLAB 的相關程序后,可以得到的進給系統隨著系統總的剛度變化而產生的階躍響應曲線,如圖 6 所示。當 f=0.21,J0=0.0031kg/m2時,隨著進給系統總體等效剛度 K 的增大,系統達到穩態后輸出幅值越來越小。這與實際的情況相符,隨著剛度的增加,系統的振動會越來越小。因此,我們需要選取一個合理的值,既能夠保證系統的剛度,又能夠滿足加工精度的要求。
在鉆床的進給系統的總體等效剛度為 K=40.1kg/um,系統達到穩態時的幅值為 0.1mm,當系統的總體等效剛度增加一倍時,系統的穩態幅值為 0.05mm,穩態幅值也降了一倍。從這個階段來說增加系統的總體等效剛度對于減小系統振動的效果非常明顯;當超出這個范圍之后,影響的效果不明顯,也不經濟。
5 、提高進給系統精度的措施
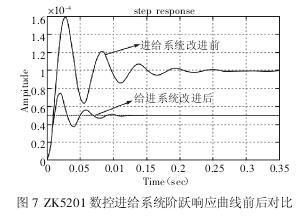
對于 ZK5201 數控鉆床而言,通過以上的分析可得,系統的階躍響應達到穩態的幅值為 0.1mm,根據孔的加工要求,綜合考慮誤差的影響因素其振動誤差應控制在 0.05mm 左右,因此應當減小機床進給系統達到穩態后的幅值。綜合以上的分析得到,影響進給系統精度最主要的參數有四個:總的轉動慣量、總的等效剛度、等效阻尼系數和絲桿的導程。
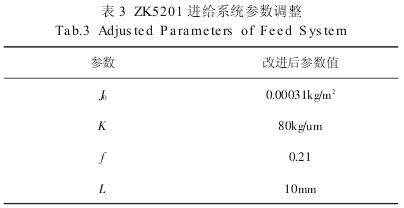
在改變系統的總的等效剛度和等效阻尼系數之后,可以分別得到改進前后系統的階躍響應曲線,如圖 7 所示。
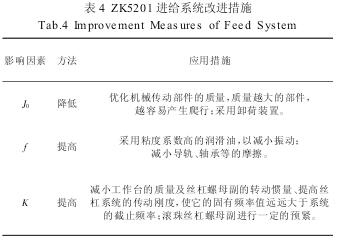
以上對于這些參數以及相關的一些參數的定量的分析,針對目前的 ZK5201 進給系統存在的一些問題,提出一些相關的改進的措施,如表 4 所示。
6 、結論
通過對 ZK5201 數控機床主軸的靜力學分析和模態分析,可知機床主軸的最高轉速避開了共振轉速,驗證了主軸的可靠性,有利于保證加工精度。進給系統精度的影響因素眾多,對其進行建模分析,采用控制變量法,在保證進給系統其它參數不變的情況下,分析這些因素與伺服進給系統精度的關系,能以低投入獲得高的加工精度。
對數控機床主軸和進給系統的誤差組成進行了詳細的分析,得到了主軸和進給系統誤差與主要系統參數的定量關系,分析原因并給出了一些改善措施,通過大量現場實驗,鉆孔的位置誤差值平均降低了(±2.694)um,精度提高了 12%,為今后剎車片鉆床提高鉆孔精度提供了一些可參考的方法。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

