


一種加長桿鉆深孔定位裝置的研制
2020-5-6 來源:潞安安太機械有限責任公司 作者:岳娟娟
摘要: 針對立柱加長桿鉆深孔時易偏離中心的現象,研發設計了一種鉆孔定位裝置,在實際生產過程中,有效解決了這個難題,保證了加長桿鉆孔的精確度,提高了鉆孔加工效率和產品合格率,節約了成本。
關鍵詞: 加長桿; 深孔; 鉆孔定位裝置; 精確度
潞安安太機械公司主要生產礦用液壓支架千斤、立柱等。立柱是礦用液壓支架的主要承載部件,實際使用過程中主要承受頂板壓載荷,調節支撐高度,決定著液壓支架的主要支撐能力[1]。
加長桿立柱具有高可靠性、結構簡單、加工成本低、伸縮比大等特點,但在實際加工中,存在加長桿鉆深孔時易偏離加長桿中心,造成鉆孔精確度較低,影響其加工效率。針對此現象,研究設計了一種加長桿打孔定位裝置,提高了加長桿鉆孔的精確度。
1 、加工零件分析
深孔定義為長度 L 與直徑 D 的比值大于 5 的孔,一般分為三類[2]:
1) L / D = 5 ~ 20,屬于一般深孔;
2) L / D = 20 ~ 30,屬于中等深孔;
3) L / D = 30 ~ 300,屬于特殊深孔。
圖 1 為 ZZ440 支撐掩護式液壓支架立柱加長桿的零件加工圖,外形包含有環形溝槽和臺階,其中直徑 26 mm 的鉆孔深度為 156 mm,長徑比為 6,屬于一般深孔,由于調質處理后再加工,材質較硬,鉆孔時易偏離中心。
因此,直徑 26 mm 孔是最難加工的,它的加工精度直接影響到加長桿后期的裝配和使用。
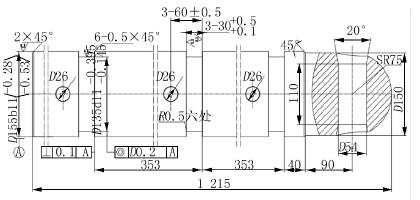
圖 1 ZZ440 支撐掩護式液壓支架立柱加長桿的零件加工
2 、加長桿鉆深孔分析
加長桿一般的加工工藝[3]流程為: 下料—粗車—調質—精車—加工球頭—鉆孔-鍍鋅。加長桿鉆孔過程主要存在以下問題:
1) 調質處理后的加長桿鉆孔時易偏離中心,影響后期的裝配和使用,易造成返修,質量得不到保證。
2) 加工深孔時,廢屑清理難度大,易造成加工變形。
因此,為了確保鉆孔位置不偏離加長桿中心,提高鉆孔的精確度,急需研究設計一種加長桿鉆孔定位裝置。
3 、加長桿鉆深孔定位裝置的設計
根據實際情況,結合鉆床工作平臺,研究設計了一種加長桿鉆孔定位裝置,主要由底座、底部支撐座、滑動定孔裝置( 滑桿、四個支撐座、半環、帶孔板等) 、頂尖固定裝置等組成,如圖 2 所示。
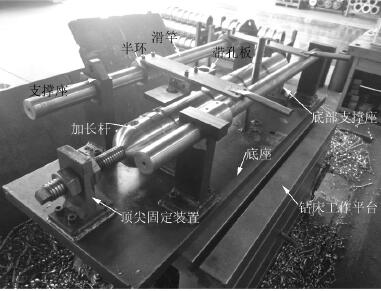
圖 2 加長桿鉆深孔定位裝置
加長桿鉆深孔定位裝置工作原理: 首先裝置定位在鉆床工作平臺上,其次將被加工的加長桿放置在底部支撐座上,再利用兩端頂尖固定裝置將其固定,使加長桿無任何滾動滑動現象。根據加工尺寸,利用滑動定孔裝置定位,最后,被加工的深孔定位后,啟動鉆床進行鉆孔。
4 、加長桿鉆深孔定位裝置實際使用效果
在未使用裝置以前,對加長桿采用手工劃線、找正中心孔,一個工作班加工 6 件; 使用該裝置后,省去人工劃線工序,一個工作班加工 10 件,工作效率提高了 66. 7% 。
在 2 個月時間里,利用該鉆孔定位裝置累計加工加長桿 1 000 多件,每件節約 0. 5 個工時,累計節約 500 個工時,節省人工成本 7 000 元以上,產品合格率大幅提高,達到 98% 以上。
5 、結語
研發的加長桿鉆孔定位裝置具有加工方便、成本低、工作效率高、產品合格率高等優點,有效解決了加長桿鉆深孔易偏離中心的問題。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

