


鉆切銑復合機床的技術應用
2022-4-19 來源: 滕州市三合機械股份有限公司 作者:康 彬 孫翠洪
一、概述
制造業發展到當前階段,產能過剩,利潤微薄,降本增效成為當前工業制造業企業突圍的出路。對于鋼板作為生產原材料制造的企業來說,如何提高材料利用效率、減少加工周轉時間,降低人工勞動,提高生產效率,每個企業都會依據自身情況的不同都有不同的做法。
三合機械一直也在降本增效方面持續地做著改進工作,其中包括了在切割套料中合理排版提高材料利用率、多采用加工中心、多功能機等降低加工周轉工序、減少輔助工時等具體的舉措。
我們公司在參加國外機床展覽會的時候就發現 : 有美國廠商開發出立式加工中心與等離子切割機復合加工的設備,但價格昂貴。公司結合企業加工生產狀況并且經論證,開發此機型設備很有必要,市場前景較好,使用該設備會讓用戶企業在鈑金下料、機械加工方面的效率有很大提升。
開發此類具有切鉆功能的復合機床,從行業的角度看,第一它可以作為定制款為大企業服務,針對企業用量比較大、特殊形狀、工序要求較多的板類零件或其它薄零件提供優化的操作程序、工裝夾具配件,使其加工更加高效、更加適合具體的要求。第二它可以為中厚板材經銷商提供板材零售分割服務,拓展業務范圍,使切鉆銑機床并入互聯網,我們可以為經銷商編制、改動切割套料程序,減少他們專業人員的配置,經銷商既可以為用料大客戶提供半成品板服務,也可通過網絡承接來自小企業的批量小、品種多的小訂單。
采用復合機床進行加工生產,減少了工件裝卸、更換和調整刀具的輔助時間,以及中間周轉過程中產生的誤差,提高了零件的加工精度,縮短了產品制造周期,提高了生產效率和制造商的市場反應能力,相對于傳統工序分散的生產方法具有明顯的優勢。
隨著現代機械加工要求的不斷提高和環保要求的提升,復合型的、多軸聯型的、綠色環保的數控機床越來越受到大中企業的歡迎。未來綠色制造的大趨勢將使具有節能環保的機床加速發展、占領更多的市場。我們的機床配有集渣機構、除塵設備,迎合了市場需求,具有良好的市場前景。項目達產后,不僅能為我們企業自身帶來一定的經濟利潤、增加制造用工需求,同時也會為上下游的供應商增加就業機會和經濟增長點。
二、設備介紹
本機床采用龍門式橫梁為主體不動,鉆銑頭和切割頭在橫梁上沿導軌移動,其次布局送料架夾持板料往前移、往后退,再細劃各功能動作的細節過程,最后輔以換刀、切割、冷卻、收集、吸塵等附加功能。在開發過程中我們解決了三大難題 : 銑削動態夾持的問題。研發組通過對國內外相關的成熟技術進行對比分析并消化吸收,再向科研院所的專家學者進行咨詢并進行相關機構可靠性研討,認為五個液壓夾持鉗為主力、鉆銑頭下設輔助滾壓盤的結構方式比較穩妥可靠。為了鉗口適應 6~40mm 不同板厚的夾持,上鉗口設計出獨特的曲線。對這兩項的結構,利用三維立體設計軟件多次演示,反復進行動態受力模擬和分析驗證。為了更緊湊的布局刀庫、鉆銑頭和切割頭,研發課題組在常規主軸單元動力傳動形式的應用基礎上,采用內置打刀缸的主軸單元。
本機床是集切割、鉆、銑于一體的數控鉆切機床,集冷、熱加工為一體的高效率加工設備。作為多功能的、理想的板材加工系統,它集合了數控鉆銑床的快速鉆削、銑削、攻絲和等離子切割技術的多項功能為一體,一次裝夾能對工件完成下料、鉆、攻等多道工序,省卻了二次或三次加工、減少了工件周轉次數,使得生產效率上升到了一個新的臺階。它配備的具有 16 把刀位的快速換刀系統,使機器的功能更加強大,換刀更加迅速,基本能應付得了加工鈑金類零件的多種工序要求。機床整體布局圖如圖 1 所示。
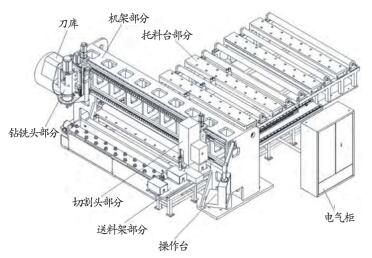
圖 1 整體布局圖
產品主要構造由機架部分、鉆銑頭部分、切割頭部分、送料架部分、前接料架部分、后托料架部分組成,采用了電、液、氣動力,輔加了掃屑輥、刀庫、冷卻系統、吸塵凈化系統。機器有三個方向的主運動,另外還有兩大輔助運動。
各部分結構簡介如下 :
如圖 2 所示,機架部分由碳鋼板焊接加工而成,正面鑲有兩根平行的滾動導軌,上部裝有齒條,左側端頭裝有圓盤式刀庫,機架頭下部裝有掃屑輥。
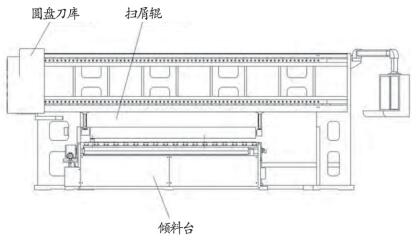
圖 2 機架結構簡圖
鉆銑頭部分設有導軌、絲杠、直聯伺服電機,配有液壓缸做動力升降的輔助滾壓盤(見圖 3)。
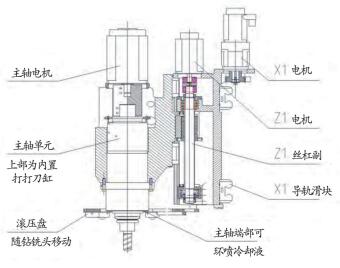
圖 3 鉆銑部分簡圖
當主軸抓刀后,鉆銑頭部分在橫梁上移到預定位時,滾壓盤由液壓缸帶動下降至預定位置,機頭箱通過伺服電機、絲杠移動帶動主軸下降完成鉆孔等切削加工功能。切割頭部分前端附著割矩,由另外一個伺服電機通過絲杠帶動下降到所需位置,再通過套料軟件的程序控制切割出所需形狀。
送料架部分由夾鉗作為主體的夾持部件、齒輪齒條傳動部件、電機液壓缸等動力部件組成。當板料被送至夾鉗口,夾料液壓缸動作,夾持力由壓力檢測開關限定,Y 向電機動作,通過齒輪齒條帶動板料沿導軌前后移動。
前接料架部分由兩部分合成,類似排屑器的小件收集器及板條托架。被切割的小件從傾料臺處滑入收集器槽,再隨鏈板被傳動到料箱內。大件及切割余框被推至板條托架上。
后托料架部分用來放置原材板料,為了減少原材料前后滾動及右移至鉗口的運動磨擦力,托料架上設置了長的圓滾筒及諸多個滾球。
機架的左端頭配備了圓盤式刀庫,右端頭裝有懸臂式操作臺。
在工藝實施方面,機床關鍵結構部件及承重部件,采用高強度、高剛性的鋼板焊接式結構,銑削頭主軸箱選用高強度箱體式結構,通過計算機仿真分析(CAE)最大限度地保證機床在鉆切、銑削時的抗彎和抗扭曲強度 ; 箱體運行導軌采用對稱設計,保證機床在運動中保持最佳的穩定性 ,為實現孔的鉆攻和板料的銑削功能奠定了基礎,保證了加工的精度和尺寸的穩定性。
XY 兩個方向因行程較長而采用了齒輪齒條的傳動方式,以確保傳動過程中的精度及加工時需要的扭矩。
環保方面的設計,割矩下方設有集塵渣吸塵空間,通過風管被吸塵器抽走大部分的煙塵,并經濕式除塵法凈化,再排到大氣中,在一定程度上減少切割粉塵對環境的污染。
節約能源方面,X/Y/Z 向伺服電機經過計算優選,既能保證傳動的足夠扭矩,又減少了對能源的消耗。
導軌是機床運動精度的直接體現,導軌的質量和精度是機床實現切削功能的根本基礎。機頭移動方向、送料方向、鉆銑頭、割矩升降方向均采用精密線性導軌,承載好、精度穩定,具有良好的剛性和運動精度。
為了保證機床的精度,零件從加工和裝配方面嚴格按照工藝操作規程操作,關鍵零部件的加工由數控龍門銑和落地鏜來保證。機床裝配在高清潔度安裝車間進行,保證了安裝部件的潔凈。
本機床具有自身特有的加工系統程序,加工程序流程圖如圖 4 所示,包括兩種加工流程,鉆銑加工和切割加工所有控制程序的開發研制是自主研發的,并已取得軟件著作權,著作權號:2021SR0512247
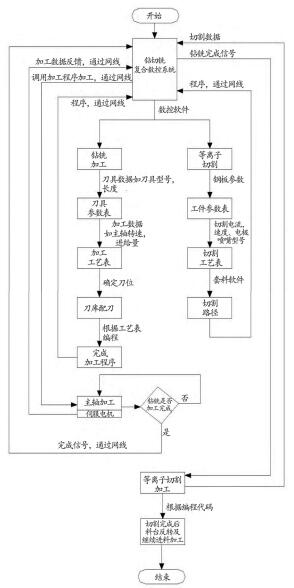
圖 4 軟件加工流程圖
鉆銑步驟 : 確定加工刀具參數,識別加工工藝表,確定刀位,然后刀庫配刀,根據工藝表生成加工程序,將加工程序反饋至鉆切銑復合數控系統,鉆切銑復合數控系統將加工信號發送至主軸開始工作,主軸開始工作后判斷是否完成,未完成將繼續完成,如果完成將發送完成信號至鉆切銑復合數控系統,同時伺服電機通過網線將加工數據反饋至鉆切銑復合數控系統 ;切割步驟 : 確定鋼板參數后產生工件參數表,根據切割電流、速度電機噴嘴型號確定切割工藝表,確定切割路徑生成切割程序,切割程序通過網線反饋至鉆切銑復合數控系統。鉆切銑復合數控系統將鉆銑完成信號發送至等離子切割后開始進行切割加工,根據切割程序切割完成后,切割后的成品及廢料經前接料架自動翻轉卸料,同時等離子切割加工將切割數據反饋至鉆切銑復合數控系統。
機床已達到的的技術質量指標如下 :

三、技術創新
本機床創新性體現在銑削時能隨動夾持板料,并且把冷卻、集渣、集塵綜合布局了進去,利于環保。
主要創新點為 :
(1)該產品把立式加工中心的功能和等離子切割的功能通過軟件完美無縫對接,實現了中厚板材類零件的從原材料板材直接加工出合格的零件,實現了下料和多工序金切復合和冷熱加工的復合,提高了產品質量和加工效率。達到了快速、省工、經濟的板材下料目的。雙頭關鍵部件如圖5 所示。
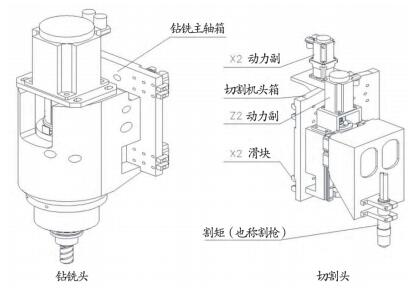
圖 5 雙頭關鍵部件圖
(2)采用多個夾鉗為主夾持、隨動滾壓盤為輔助壓料的夾緊方式,實現了原料板材在移動中被銑削的夾持方式。使隨動銑削功能得到應用。
(3)采用內置液壓打刀缸的主軸單元(見圖6),使銑削機頭結構更加緊湊外形更小,為刀庫換刀功能增加了穩定性,并為切割功能提供了更多的行程。
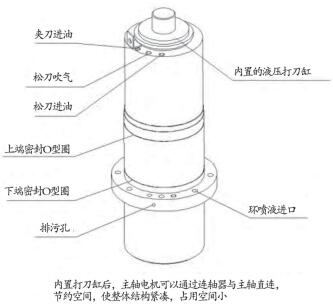
圖 6 主軸單元示意圖
(4)采用五個夾鉗夾持大面積板材,伺服電機帶動齒輪沿齒條運動來實現板料的進退、輔助以數個滾球支撐,減少了板料移動中的磨擦力。
(5)運用傾料臺的下降及定向旋轉使被切割后的小板料從主板分離后滑入集料器,省卻了人工拾取工件的過程。
四、市場前景
本機床技術先進、附加值高,主要客戶對象為國內中厚板材供應商,也可銷往歐洲市場、北美市場以及南非市場,產品適銷對路,市場廣闊,可以為國家創收外匯,項目具有較好的社會效益。在研發過程中,公司貫徹技術進步的方針,積極采用具有國內外先進水平的制造工藝和裝備,以保證產品的高質量和低成本。本機床的工藝及裝備水平居國內同行業先進水平。
在研發時充分考慮了環境保護和勞動安全衛生等因素。對各種可能產生的污染和危害均采取了有效的防范措施,達到了國家規定的有關標準和要求。同時該產品產業化后,可直接提供大量就業崗位,拓展相關延伸供應鏈,帶動相關產業的進一步發展。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

