



淺談 CA6140 型車床 PLC 控制系統設計
2020-6-2 來源:大連農業科學職業技術學校 作者:喬明亞
摘要: 本文介紹了 CA6140 型普通車床的主要結構及工作原理,詳細分析了其電氣控制線路,針對接觸器-繼電器控制系統的諸多缺點,提出了基于歐姆龍 CP1E 型 PLC 對原控制系統升級、改造的設計方案,對設計中要遵循的原則、設計方法、注意事項進行了闡述。
關鍵詞: CA6140 型車床; 電氣控制; PLC; 設計
1 、CA6140 車床概況
CA6140 型車床是我國自行設計制造的普通車床,是一種功能多、使用面廣的金屬切削機床,能夠車削外圓、內圓、端面、螺紋、切斷及割槽等,是機械加工業和學校學生實習常用機床。
1. 1 CA6140 型車床主要結構及工作原理
CA6140 型車床的結構主要由床身、主軸變速箱、掛輪箱、進給箱、溜板箱、溜板與刀架、尾架、光杠和絲杠等部分組成,車床的主運動是工件的旋轉運動,它是由主軸通過卡盤或頂尖帶動工件旋轉。電動機的動力通過主軸箱傳給主軸,主軸一般只要單方向的旋轉運動,只有在車螺紋時才需要用反轉來退刀。主軸電動機的正反轉不是通過電氣方法實現,而是采用多片摩擦離合器的機械方法實現。
1. 2 CA6140 型車床接觸器-繼電器控制電路缺點
CA6140 型車床電氣控制采用傳統的接觸器-繼電器有觸點控制方式,由于接觸器頻繁動作導致下列問題:
( 1) 邏輯控制通過機械觸點開關實現,反應速度慢。
( 2) 觸點易被電弧燒壞而導致接觸不良。
( 3) 接觸器的控制被固定在線路中,功能單一、靈活性差。
1. 3 PLC 應用于車床控制電路優點
( 1) 可靠性高及柔性強。
( 2) 通用性、適應性強。
( 3) 完善的故障自診斷能力且維修方便。
2、 CA6140 型車床 PLC 控制系統設計
在設計 PLC 控制方案時應滿足以下三個要求: 一是要保證設備的可靠運行; 二是要達到最佳的性價比; 三是在滿足前兩項的前提下,具有一定的先進性,能根據生產工藝的變化擴展部分功能。基于 PLC 對 CA6140 車床進行電氣改造要保持原車床的基本操作功能不變。車床原配的按鈕、限位開關、變壓器、指示燈、熱繼電器、接觸器等電器均可保留再利用。
2. 1 CA6140 型車床電氣控制原理分析
CA6140 型車床的電氣控制原理圖如圖 1 所示,我們對原理圖進行分析:
( 1) 主回路: 主回路共有三臺電動機: M1 為主軸電動機,帶動主軸旋轉和刀架作進給運動; M2 為冷卻泵電動機,用以輸送切削液; M3 為刀架快速移動電動機。將鑰匙開關向右旋轉,再扳動斷路器 QF 將三相電源引入。接觸器 KM1、KM2、KM3 分別控制主軸電動機 M1、冷卻泵電動機 M2、刀架快速移動電動機 M3。熱繼電器 FR1、FR2 作為主軸電動機和冷卻泵電動機過載保護,刀架快速移動電動機因是點動控制短時工作的小功率電動機,所以未設置過載保護。FU ~ FU6 作為相關回路的短路保護。
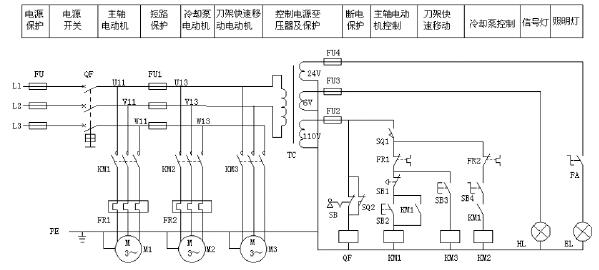
圖 1 CA6140 型車床電氣控制原理圖
( 2) 控制回路: a. 主軸電動機 M1 的控制: 啟動,按下 SB2,KM1 線圈得電吸合主觸點閉合,主軸電 M1 起動同時輔助常開觸點閉合實現自鎖; 停止,按下停止按鈕 SB1,接觸器 KM1 線圈失電 ,其主觸點和輔助觸點均斷開 ,主軸電動機停轉。b. 冷卻泵電動機的控制: 當接觸器 KM1 吸合,主軸電動機 M1 起動后,旋轉開關 SB4 閉合,接觸器 KM2 得電吸合,冷卻泵電動機M2 起動; 旋轉開關 SB4 斷開,接觸器 KM2 失電,冷卻泵電動機M2 即停轉。同時 M2 與 M1 是聯鎖的,M1 停轉后 M2 也會停止運轉。c. 刀架快速移動電動機的控制: M3 的控制由 SB3 點動控制實現。按下 SB3,KM3 線圈得電,主觸點閉合,M3 起動; 松開 SB3,KM3 線圈失電,KM3 主觸點復位,M3 停轉。
2. 2 PLC 選型
選擇 PLC 的基本原則是在滿足控制要求的前提下力求最高的性價比,并有一定的先進性和良好的售后服務。根據以上的分析我們了解到: 系統的輸入/輸出點數不多且全部為開關量控制; 系統對控制的響應速度、存儲容量等沒有特別的要求;I / O 點數按照實際 I / O 點數再加 20% ~ 30% 的冗余量來確定,選擇歐姆龍 CP1E-E14DR-A 小型一體式 PLC,該型號 PLC 將電源、CPU、I/O 點及通信端口整合為一體,具有功能集成、結構緊湊、易于使用、性價比突出的特點,其具體記號含義如下:
( 1) E : E 型 CPU 程序容量 2K 步。( 2) 14: 輸入點 8/輸出點 6 共計 14 點。( 3) R: 繼電器輸出。( 4) A: 交流 100 ~ 240V,50/60Hz 供電。
2. 3 輸入 / 輸出點的選定與分配
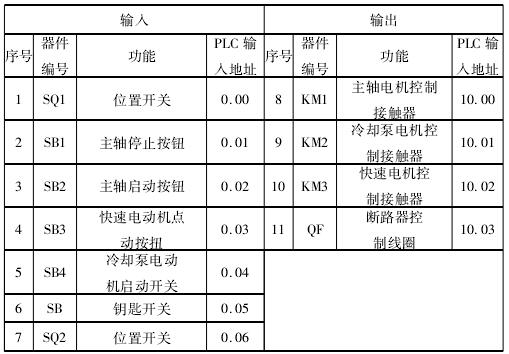
根據 CA6140 型車床控制電路中的輸入器件和執行器件列出用 PLC 控制 CA6140 的 I/O 分配表,如下表所示。
PLC I / O 分配表
2. 4 PLC 輸入 / 輸出電路及梯形圖設計
PLC 外部接線圖如圖 2 所示,梯形圖如圖 3 所示,在設計I /0 電路時要注意以下兩點:
( 1) 輸入元件的接線方式。所有開關、按鈕均采用常開觸點,這樣做的好處是可以避免 PLC 的輸入電路長期通電增加能耗,縮短電氣設備的使用壽命。
( 2) 熱繼電器的接線。熱繼電器的觸點有接入 PLC 輸入點和輸出點兩種處理方案。采用接入輸入點方案時需將熱繼電器的常開觸點接入輸入點,且編程實現熱繼電器的過載保護功能; 本例中為了節省 I/O 點,采用將熱繼電器的常閉觸點和接觸器的線圈串聯后接入 PLC 的輸出端口的方式實現電動機的過載保護。
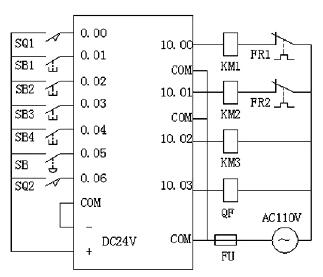
圖 2 PLC 外部接線圖
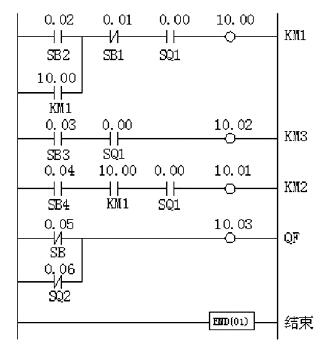
圖 3 梯形圖
3、結語
利用 PLC 對 CA6140 型普通車床控制系統升級改造,可以提高機床電路的穩定度,簡化控制電路,降低故障率,便于維修。本文闡述了 CA6140 型車床 PLC 控制系統設計過程中應注意的要點,對今后的設計選型提供了參考。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

