


摘要:通過對圓柱齒輪加工工藝的分析可以發現,在其應用的過程中,本身的工藝制造精度對工藝性能有著十分重要的影響。因此,在圓柱齒輪加工工藝的技術應用中,應該逐漸提高傳統的工藝水平,從而為整個工藝技術的發展奠定良好的基礎,通過對工藝水平優化分析,對工藝加工理念進行簡單闡述,旨在為其加工產業的發展奠定良好的基礎。
關鍵詞:圓柱齒輪;加工工藝;技術優化;措施分析
圓柱齒輪是機械產品設計中的基礎零件之一,加工的工藝水平對產品的設計性能有著十分重要的影響。因此,隨著機械技術的逐漸發展,機械產品的應用性能逐漸提高,所以,對齒輪加工工藝的進度要求也就越高。近年來,通90JB179-83 理念的貫徹及執行,在齒輪精度設計的過程中,對其標準內容的設計有了更高的要求,很多企業以及科研單位進行了大量的統計工作,并對基本的加工工藝進行了技術分析,從而不斷推動了齒輪加工的技術創新性發展。
1 、圓柱齒輪加工工藝的特點
圓柱齒輪的設計在現代化機器設計中的應用十分廣泛,其技術的應用是按照規定的速度以及傳遞的理念進行合理分析的。對于齒輪的結構而言,由于使用的要求存在著不同,其結構的設計也就會出現一定的差異,通過工藝角度的分析,可以將齒輪的設計分為兩個部分,分別是齒圈以及輪體;按照齒圈的分布形式,將其分為直齒、斜齒等,其具體的圖示可以通過圖1 展示。
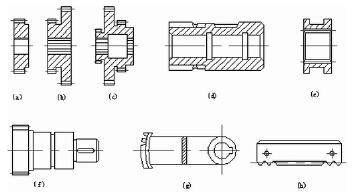
圖1 圓柱齒輪的結構形式
2、 圓柱齒輪加工工藝水平優化措施
2.1 齒輪材料的選擇及熱處理
首先,對于材料的選擇而言,齒輪應該按照使用時工作的基本條件以及適合的材料進行工藝的加工,齒輪材料是否合適會直接影響到工藝加工的性能以及使用的壽命。通常情況下,在低速重載傳輸齒輪的應用過程中,齒輪會受到壓力變形以及磨損的影響,從而導致齒輪容易出現折斷的現象。因此,在工藝技能加工的過程中,應該選擇機械強度較為強硬的綜合性力學材料,例如18CrMnTi。對于線速度高的傳力齒輪而言,齒面交容易產生疲勞點蝕現象,這就需要齒面具有較高的硬度,因此,可以使用38CrMoAlA 的氮化鋼作為原料。其次,在齒輪熱處理技術應用的過程中,齒輪的技術加工會存在著不同的目的,因此,在熱加工的過程中應該注意兩種熱處理理念。第一,在毛坯熱處理的技術應用中,應該在齒輪加工前后進行預熱處理,這么做主要是為了清除鍛造或是粗加工過程中所形成的殘余熱量,逐漸改善材料的切削性能,為整個工藝技術的優化提供充分性的保證。第二、齒輪的熱處理以及齒形加工完畢之后,為了逐漸提高齒面的硬度以及耐磨的性能,可以采用滲碳淬火以及高頻淬火等工藝技術的處理理念,從而優化工藝技術的處理形式,為齒輪零件的工藝優化提供合理化的依據。
2.2 齒輪基準工藝的選擇
在齒輪加工工藝的技術選擇中,齒輪基準的加工工藝會經常出現由于齒輪結構而存在的差異性,在帶軸齒輪的分析過程中,主要是將齒輪的頂點作為孔定位,空心軸的應用,主要是將中心孔鉆出之后,將兩端的斷孔進行斜面定位。在設計的過程中,當出現頂點定位的進度過高時,就應該將基準線進行統一性的融合,對于帶孔的齒輪采用常用的不同定位理念,從而提供工藝技術的處理水平。
2.2.1 內孔以及端面定位。對于這種定位方式而言,主要是在工作的過程中將定位方式以工件內孔的定位方式進行連接,通過位置的確定,將端面作為軸定為的基準點,與此同時,應該在面對端面的位置夾緊。通過這種技術理念的應用,可以實現準確性的定位分析,在設計以及技術優化的同時,實現合理性的技術應用,提高定位精確度,從而生產出大批量的零件,但是,在整個工藝技術優化的過程中,其工藝制作技術相對較高,這就要想相關的設計人員應該逐漸提高技術的應用理念,從而為工藝內容的建立及發展奠定良好的基礎。
2.2.2 外圓和端面的定位。在工件的設計及加劇軸心的配合間距出現較大縫隙的情況之下,可以采用千分表矯正外圓的技術理念,確定中心位置,并將端面進行軸向的定位分析,在某一端面將其夾緊。對于這種定位方式而言,在工作的過程中對于每個工件都應該得到系統化的矯正。與此同時,對于齒坯的內、外圓同軸,要求在設計的過程對其設計要求相對較高,但是,對于夾具精度的設計要求卻不高,因此,在這種技術應用的過程中,較適合小批量或是單件的產品生產。總而言之,在現階段齒輪基準工藝的選擇過程中,要想提高工藝的精確度,在加工的過程中就應該充分滿足以下幾點要求:第一,選擇基準重合且統一的定位方式。第二,在內孔定位時,應該注意配合間隙的時間應該盡可能的減少。第三,定位的端面與定位孔以及外圓之間應該實現一次性的裝夾,從而充分保證基準定位的垂直度。
2.3 齒輪毛坯的技術加工
齒面加工前中的齒輪毛坯加工,是齒輪就加工中核心的組成部分,主要是由于齒面加工技術以及檢測水平的應用,會按照檢測的標準進行基準內容的分析,逐漸優化技術工藝的加工理念。與此同時,在工藝水平優化的同時,也應該保證齒輪的加工質量,從而為毛坯的加工提供充分性的保證。如果在齒輪加工工藝中,要求將分度圓作為齒輪厚度的測定方式,就應該注意優化齒頂圓的精確度,在齒輪厚度檢測的過程中,注意是將檢測作為基準,因此,在加工時應該注意以下內容:第一,要保證齒頂圓作為測量好的基準,并嚴格按照尺寸進行控制。第二,在定位端面以及定位孔的處理中應該保持外圓的垂直度,提高齒輪制造的精確度,第三,齒輪形狀以及齒端的加工應該實現其合理性。
3 、圓柱齒輪加工工藝水平提高的趨勢
隨著科技水平的逐漸發展,我國的圓柱齒輪加工工藝已經得到了廣泛性的發展,新性能的齒輪工藝得到了廣泛性的提升,因此,對齒輪加工工藝也就有了更高的要求,所以,在工藝水平優化的過程中,要想實現工藝技術的提升,就應該做到以下幾點內容:首先,逐漸優化、調整新型機床,強化刀具結構以及制造工藝的合理應用,保證加工工藝的精確度,從而逐漸實現精確性的制作理念。其次,應該嚴格控制齒輪加工過程中的熱處理理念,使熱變形的誤差可以保持在下降到精度的一級范圍內。最后,應該及時開發并研究新的技術理念,通過工藝技術的及時優化,尋求大批量的齒輪生產技術,從而為產品的開發以及工藝的發展提供合理化的依據。對于我國企業而言,在現階段機床理念的研究過程中,應該通過齒輪技術的合理化分析,將現階段通用的滾齒輪、滲碳淬火齒輪的加工工藝進行優化,從而為圓齒輪加工工藝水平的提高提供充分性的保證。
4 、結束語
總而言之,在現階段圓柱齒輪技術優化的過程中,為了實現加工工藝的優化發展,就應該建立健全的技術研究理念,通過對零件設計理念的優化分析,制定出合理化的工藝加工理念。與此同時,在技術研究的過程中,應該形成特定的風格,強化產品的制作工藝,逐漸設計出新型的設計工藝理念,從而為技術的創新以及工藝的發展奠定良好的基礎。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

