


大型齒圈主要加工設備的研究與實踐
2018-12-12 來源:江蘇鵬飛集團股份 鹽城工學院機械學院 作者:賁道春 儲小虎 王復光 楊增旺 陳黎東
摘 要: 從大齒圈傳統加工設備的現狀和存在問題入手,對如何擴大設備加工范圍、提高大齒圈加工精度和效率進行了研究。介紹了主要加工設備多銑頭銑齒機、數控滾齒機和傳統滾齒機擴徑改造的關鍵技術; 闡述了提高大齒圈加工能力和效率所需具備的設備條件。通過實際應用和數據對比得出結論: 用數控銑齒機進行粗加工,可使齒輪精加工余量控制在較小范圍; 多銑頭數控銑齒機與滾齒機配合加工,能夠使齒輪加工效率成倍提高; 大型數控滾齒機采用大直徑高精度蝸輪雙蝸桿邊緣傳動和零傳動技術,有利于提高機床運轉平穩性和齒輪加工精度; 傳統小直徑重型滾齒機在傳動結構不變的情況下,可以通過擴徑改造加工大直徑齒圈,但加工精度有所降低。
關鍵詞: 大齒圈; 銑齒機; 數控滾齒機; 滾齒機擴徑
在建材、冶金、化工和鋼鐵等行業廣泛使用的回轉窯、邊緣傳動管磨機和回轉烘干機,都是采用大小齒輪傳遞動力。大齒圈雖然精度等級要求低 ( 9 - 9 - 8級或 9 - 8 - 8 級) ,但直徑大( 5 ~ 12 m) ,模數大( 22 ~ 45) ,只有大型的加工設備才能滿足生產需要。滾齒機、銑齒機等圓柱齒輪制齒機床在生產效率、制造精度、復合化、大型化等方面與國外先進水平有較大差距。從加工設備角度研究如何擴大大齒圈加工范圍、提高加工精度和加工效率有著十分重要的意義。
1 、技術背景
1. 1 傳統加工設備及功能
為了提高大齒圈加工效率,一般都通過粗加工減小齒形精加工余量。傳統加工設備除作為終加工的機械傳動滾齒機和成型銑齒機外,有圖 1 所示幾種粗加工設備。
( 1) 刨齒工裝 由牛頭刨床配套承載能力較大的支承走刀裝置組成。先由手工劃線,再在機床上手工進給刨削開齒,目測控制精加工余量。刨床粗加工形成階梯式狀的齒槽,如圖
2a 所示


( 2) 鋸齒工裝 借助轉臺,與立式帶鋸床組合成齒輪粗加工工裝,加工出 V 型齒槽。鋸齒工裝粗加工形成 V 形的齒槽,如圖 2b 所示。
( 3) 銑齒機 圓盤銑齒機通過轉盤自動分度銑齒。或者在滾齒機刀軸上安裝圓盤銑刀進行齒輪粗加工或終加工。銑齒粗加工( 圓盤銑刀或指狀銑刀加工) 形成近似標準形狀的齒槽,如圖 2c 所示。
1. 2 傳統加工設備的優缺點
1. 2. 1 粗加工設備
無論使用刨齒工裝、鋸齒工裝還是單銑頭銑齒機,其作用都是減小精加工余量,縮短加工周期,提高精加工設備的生產效率,降低精加工設備的負荷,延長精加工設備的使用壽命。從圖 2 所示的刨齒、鋸齒和銑齒 3 種粗加工齒形可以看出,刨齒加工和鋸齒加工獲得的齒槽其精加工余量較大。
其中刨齒加工齒槽的精加工余量較大,而且位置和形狀極不準確; 鋸齒加工的齒槽雖然形狀規則,但精加工余量也較大; 唯有帶自動分度轉臺的銑齒機加工的齒槽精加工余量較小,而且形狀和位置度都比較準確。由于銑刀刃形逼近漸開線齒形,所以余量均勻,極大地減小了精加工刀具的切削負荷,提高加工效率,有效節約后序加工成本。
利用滾齒機或高速銑齒機采用硬質合金可轉位銑刀加工,一次完成齒形粗或半精加工,是采用指形銑刀加工效率的 20 倍以上。數控高效成形銑齒機,銑齒效率是滾齒的 3 倍,是插齒的 6 倍。在滾齒機刀軸上裝配銑刀盤進行銑齒粗加工后再滾齒,雖然加工效率比直接滾齒有所提高,但由于滾齒機刀軸轉速的限制,使高速銑齒的優勢很難發揮。而且滾齒機用作大齒圈粗加工設備使用更沒有經濟性。因此使用專用銑齒機進行粗加工是比較理想的選擇。銑齒機在提供加工精度、減輕勞動強度和經濟性等方面均優于上述的其他粗加工設備。
1. 2. 2 精加工設備
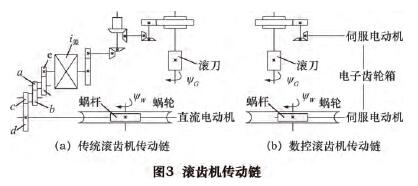
無論是滾齒機還是成型銑齒機作為終加工設備首要要保證加工精度。其傳動鏈的傳動精度直接影響加工精度。傳統滾齒機的傳動鏈如圖 3a 所示,其傳動鏈比較復雜,主電動機同時驅動切削刀架和轉臺的運轉,并依靠掛輪改變傳動比和差動比。各傳動鏈中的各傳動零件本身的加工和裝配精度都直接影響滾齒機加工精度。
滾齒機和銑齒機要求具有高精度的轉臺。常規的轉臺和蝸輪實物照片見圖 4a。傳統滾齒機和銑齒機由于結構設計的原因,蝸輪直徑遠遠小于轉臺直徑,傳動力矩和傳動比都很小。蝸輪的傳動力矩和傳動比直接決定蝸輪的傳動精度和轉臺運轉平穩性。

2 、主要加工設備的研究
2. 1 粗加工設備
2. 1. 1 銑齒機采用多軸、多刀同時加工方式
單個銑頭完成大齒圈所有齒槽的切削,其加工效率必然較低。將生產線上常用的多刀具和多工位應用于單臺機床上,使多刀具或多工位同時聯動工作,能使加工效率更高。組合機床采用多軸、多刀或多工位同時加工方式,生產效率比通用機床高幾倍甚至幾十倍。加工大齒圈的銑齒機常規都具有 1 個龐大的轉臺和 1 個銑頭。利用轉臺周圍較大的空間設置多個銑頭,多個銑刀從不同方向同時對齒輪進行銑削加工,可大幅度提高加工效率。
先進的銑齒機其轉臺分度、立柱水平進給、刀架垂直進給都是通過數控系統完成。多個銑頭從不同角度同時進給和退刀,生產效率必然很高。國產首臺 11 m 大型四銑頭銑齒機實物照片見圖 5a。

2. 1. 2 其他粗加工設備改造升級的可能性
雖然目前多鋸床同時加工 1 個工件還沒有實例,但完全可以參照多銑頭銑齒機多軸、多刀或多工位同時加工方式和原理進行改造。但刨齒工裝難以實現多軸、多刀同時加工方式,同時刨齒工裝的加工精度很差,因此刨齒工裝改造升級的意義不大。
2. 1. 3 粗加工設備的加工精度
粗加工需要為滾齒工序預留加工余量,因此對于粗開齒而言,精度要求不高。只要齒槽分布基本一致,余量基本均勻即可。即使中途停機、換刀、換工件,對粗加工質量影響不。除最原始的刨齒工裝外,通過多銑頭( 或多鋸床) 人工預對刀和數控高精度分度,其粗加工精度綽綽有余。即使將銑齒機用于特大模數大齒圈的齒形終加工,粗加工后采用成型刀具進行銑削精加工,也能達到較高的加工精度。
2. 2 大型數控滾齒機
2. 2. 1 傳動結構形式的改進
滾齒機作為大齒圈終加工設備需要有較高的精度。機械傳動滾齒機是建立在純機械傳動基礎上的設備。其傳動比和差動比完全依靠實體齒輪傳動或蝸輪傳動來實現。機械傳動滾齒機由于傳動環節多,傳動精度難以保證。由于傳動精度問題導致公法線長度、齒厚變動公差達不到標準規定要求,造成使用中齒輪振動。隨著數控技術的應用,零傳動的電子齒輪箱逐步取代機床復雜的機械傳動。零傳動不但極大地簡化了機床的傳動與結構,更重要的是最顯著地提高了機床的動態靈敏度、加工精度和工作可靠性,可以從根本上提高齒輪加工機床的性能。
近年來,這種技術廣泛應用到齒輪加工設備,以電子齒輪箱代替了復雜的機械齒輪箱、分度掛輪、差動掛輪和長傳動鏈。為數不多的大型滾齒機也不例外。數控滾齒機傳動鏈如圖3b 所示。另外,傳統滾齒機對工件的齒數也有限制,大齒圈齒數設計往往遷就于不同的滾齒機的有限掛輪品種。數控軟件式的電子齒輪箱代替傳統機械式傳動鏈,成本更低、操作使用更加方便,還可以實現任意傳動比例變換,不受掛輪組齒數和傳動比限制。國產13 m 大型數控滾齒機實物照片見圖 5b。
2. 2. 2 主傳動蝸輪蝸桿
大重型數控靜壓回轉工作臺是大型數控銑齒機、滾齒機等高檔數控機床的重要功能部件。采用了大直徑、高精度雙蝸桿蝸輪副及工作臺靜壓支承結構,實現了工作臺精密無間隙傳動,顯著提高了滾齒機床加工精度。蝸輪的大小直接影響滾齒機的傳動精度和運轉平穩性,大蝸輪本身決定了具有較大的傳動力矩和較多的齒數。大力矩傳動有利于提高轉臺運轉的平穩性;多齒數有利于提高滾齒機的分齒精度; 同時大力矩和多齒數能夠延長蝸輪蝸桿的使用壽命。
新型邊緣傳動數控滾齒機轉臺與蝸輪參數見表 1,與表 2 中的傳統中心傳動滾齒機轉臺與蝸輪參數相比,新型數控滾齒機蝸輪直徑是傳統滾齒機的 2 倍左右。這說明新型數控滾齒機傳動力矩和分齒精度比傳統滾齒機高出很多。另外,采用蝸桿軸向液壓預加載的雙蝸桿雙蝸輪消隙驅動機構,更有利于提高運轉平穩性和加工精度。新型數控滾齒機蝸輪裝配結構實物照片見圖 4b。


2. 3 傳統滾齒機的擴徑改造
2. 3. 1 擴徑改造的可能性
從本世紀初開始,基礎工業迅猛發展,工業規模越來越大,特大型齒圈需求量增大,原有的小規格滾齒機不能滿足生產要求。大齒圈制造廠往往在原有滾齒機傳動基礎上通過增大轉臺直徑和加長床身長度來滿足生產需要。但簡單的胎具直徑加大只能使轉臺運轉平穩性降低。對于單蝸桿傳動的輕型滾齒機擴徑改造,傳動部件蝸輪蝸桿沒有變化,其使用效果較差。國內不少制造廠擁有小直徑高精度重型雙蝸輪或雙蝸桿機械傳動滾齒機,在主電動機功率有富余的前提下可以進行擴徑改造。擴徑改造后雖然加工精度有所降低,但是能滿足精度要求較低的大齒圈加工。
2. 3. 2 擴徑改造實施方法
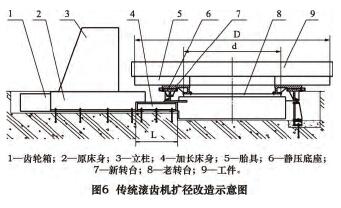
理想的擴徑改造辦法是增加帶有靜壓支承的大直徑轉臺,利用原有的中心定心結構,以提高轉臺的承載能力。擴徑改造一般可以通過以下途徑實現: ( 1) 主電動機功率加大; ( 2) 增加帶有靜壓支承的大直徑轉臺;( 3) 床身加長; ( 4) 傳動軸隨床身加長而加長。擴徑改造的滾齒機原轉臺用于固定新工作臺。原轉臺不再起靜壓支承作用,新轉臺的靜壓支承經過重新設計,具有較大的靜壓支承面積,其承載能力和自身穩定性相當于標準規格的大型滾齒機。傳統滾齒機擴徑改造如圖6 所示。表 2 所示的 3. 15 m 和 5 m 滾齒機改造后的轉臺直徑 D 比原轉臺直徑 d 增大近 1 倍。擴徑的滾齒機拆除新增大轉臺的實物照片( 拆除新增大轉臺后) 如圖 5c 所示。
2. 3. 3 擴徑改造加工范圍和精度的變化
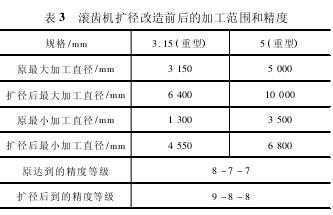
滾齒機擴徑改造的目的是滿足大直徑齒圈的加工,由于轉臺直徑的增大,改造后允許最小加工直徑將變大。轉臺直徑增大近 1 倍,而主傳動蝸輪直徑不變,因此滾齒機精度有所降低。只有對蝸輪和齒輪側隙等傳動鏈進行認真調整和修復,才能減小精度降低幅度。滾齒機擴徑改造前后的加工范圍和精度見表 3。
2. 4 粗加工設備的靈活應用
粗加工的主要目的是盡可能去除加工余量。為了減小粗加工刀具用量,并達到較小的精加工余量,可以采用混合粗加工。即先刨齒或鋸齒后再銑齒。刨齒和鋸齒階段可去除大部分加工余量,銑齒階段形成較小的精加工余量。或者說,一些制造廠擁有多臺多種粗加工設備,為了縮短批量大齒圈的加工周期,發揮所有粗加工設備的作用,完全可以進行混合粗加工。
刨齒工裝、鋸齒工裝和銑齒機屬于齒輪粗加工設備,其精度、效率、運行成本和設備投資都不同。其中銑齒機效率和加工精度較高,加工余量較小,但比刨齒和鋸齒消耗刀具成本高。應根據各企業的實際情況合理選擇使用粗加工設備。粗加工的幾種方式可歸納為單刨齒、單鋸齒、單銑齒、刨齒 + 銑齒、鋸齒 + 銑齒。其中后兩種混合粗加工方法的刀具成本較低。
3 、關鍵設備的應用情況
( 1) 多銑頭銑齒機國家建材機械特色生產基地江蘇鵬飛集團股份有限公司,每年加工大齒圈 250 套左右,原采用 7 臺牛頭刨床刨齒工裝進行開齒粗加工,開齒周期長,一般需要( 15 ~ 20) 天完成一個齒輪粗加工,滾齒余量大,滾齒機加工效率低,整個齒輪加工周期長,大部分大齒圈只能依靠外協加工,外協費和運輸費大得驚人。后自制一臺的國內大規格 11 m 數控四銑頭數控銑齒機,配合粗加工,粗加工速度大幅度提高,平均 2 天左右完成一套大齒圈粗加工,而且余量小可控制在( 1 ~ 2) mm。使滾齒機負荷降低,效率大幅度提高,進而大部分外協加工轉為內部加工,每年節省了成本 1 000 萬元以上。實物照片如圖 5a 所示。四銑頭銑齒機開發應用獲得2012 年全國建材行業技術革新二等獎和全國建材機械行業技術革新一等獎。
( 2) 大型數控滾齒機該公司采用大直徑蝸輪雙蝸桿傳動和數控技術,于 2013 自制一臺國內大規格 13 m 數控滾齒機,加工精度達到 7 級。實物照片如圖 5b 所示。設備運轉的平穩性和加工精度均優于傳統大直徑滾齒機和擴徑滾齒機。使大齒圈的加工水平躍上了一個新臺階。生產的大齒圈得到配套商中材集團( SINOMA) 、丹麥史密斯(FLSMIDTH) 、德國洪堡( KHD) 、德國伯利休斯( POLYSIUS) 、芬蘭美卓( METSO) 等著名公司的認可。數控滾齒機開發應用項目獲得 2015 年全國建材機械行業技術革新三等獎。
( 3) 傳統滾齒機擴徑改造該公司原有兩臺 3. 15 m 和兩臺 5 m 重型滾齒機,不能滿足批量較大的大型回轉窯和大型管磨機大齒圈的加工需要。經過擴徑改造后滾齒機加工能力提高,原 3. 15 m 滾齒機擴徑改造后能夠加工 6. 4 m齒輪,原 5 m 滾齒機擴徑改造后能夠加工 10 m 齒輪。加工精度均能達到 8 級。擴徑改造后滿足了大齒圈的批量生產要求。實物照片如圖 5c 所示。滾齒機擴徑改造項目獲得 2010 年全國建材機械行業技術革新一等獎和 2013 年全國建材機械行業技術革新三等獎。
4 、結語
( 1) 銑齒機粗加工可使精加工余量控制在較小狀態; 多銑頭數控銑齒機配合滾齒機進行齒輪加工能夠使加工效率提高幾倍; 銑齒機和鋸齒工裝可以實現多軸、多刀同時加工; 四銑頭同時粗加工,加工效率為單銑頭銑齒機的 3 倍以上,為刨齒工裝的 8 倍以上,是直接滾齒的 20 倍左右。
( 2) 大直徑蝸輪雙蝸桿邊緣傳動數控滾齒機有利于提高了機床運轉平穩性和大齒圈的加工精度。
( 3) 傳統重型機械傳動滾齒機可以通過新增大直徑靜壓支承轉臺擴徑改造加工大直徑齒輪,加工直徑增加 1 倍左右,但加工精度可能有所降低。對傳動鏈的傳動精度調整和修復可以減小精度降低幅度。
( 4) 可根據精度、效率、運行成本和設備投資等情況合理制定加工工藝和選擇使用粗加工設備。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

