


飛鐵座架鉆孔夾具 的設計
2021-8-4 來源: 江蘇大學 江蘇高創機電制造有限公司 作者:儲曉猛
摘要: 針對飛鐵座架 4 -直徑7 mm 孔的加工問題,基于工序集中原則,配合數控加工中心,設計了鉆孔夾具。介紹了這一鉆孔夾具的結構,分析了其功能。這一鉆孔夾具結構簡單,安裝調整方便。應用這一鉆孔夾具,一次裝夾即可完成零件上四個孔的加工,能夠提高加工精度和產品質量。
關鍵詞: 飛鐵座架 鉆孔 夾具 設計
1、設計背景
135 系列柴油機屬于中功率四沖程直噴水冷式高速柴油機,缸徑為 135 mm,其調速器部件如圖 1 所示。135 系列柴油機產品以良好的動力、經濟性能,以及維護簡單、使用方便、配件互換通用性好、價格低等諸多優點,廣泛應用于船舶主機和輔機、發電機組、工程機械、載重汽車等領域 。

飛鐵座架為 135 系列柴油機調速器轉子部件上的一個零件,調速器轉子部件如圖 2 所示。通過 4 - 直徑7mm 孔的間隙配合,兩個質量相等的飛鐵由飛鐵銷安裝在飛鐵座架上。柴油機運轉時,飛鐵座架和轉軸一起旋轉,飛鐵產生離心力。飛鐵離心力與調速彈簧張力之間的不平衡力用于移動油量調節機構,從而使柴油機能夠隨著外界負荷的變化而調節供油量,以保持與外界負荷相適應,進而使柴油機的轉速在一定范圍內保持穩定,以防出現飛車事故或熄火現象。如果飛鐵座架中 4 - 直徑7 mm 孔尺寸精度不能保證,那么會造成飛鐵與飛鐵座架之間卡滯、松動等問題,將給整機的裝配帶來不良后果,從而影響柴油機尾氣的排放及整機的運轉工況水平。

2 、加工現狀
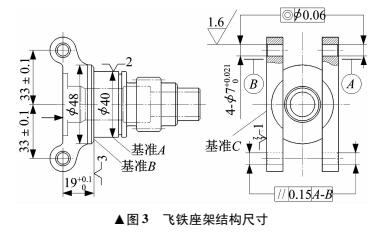
飛鐵座架結構尺寸如圖 3 所示。為提高飛鐵座架4 - 7 mm 孔的加工精度,采用鉆孔、擴孔、鉸孔的工藝方案。零件加工精度要求高,生產數量較大,每月需生產10 000余件,加工效率成為急需解決的問題。原先采用鉆模套夾具在普通立式鉆床上進行加工,由于涉及鉆孔、擴孔、鉸孔三個工步,需要頻繁更換刀具,自動化程度低,并且產品質量在很大程度上取決于工人的技術能力,造成產品質量不穩定,合格率低,工人勞動強度大,生產效率不高,有效切削時間平均只占全部工作時間的 40% 。針對原先加工方案的劣勢,結合工序集中的優點,筆者設計了飛鐵座架鉆孔夾具,配合數控加工中心加工,可以解決存在的問題。
3、 鉆孔夾具結構
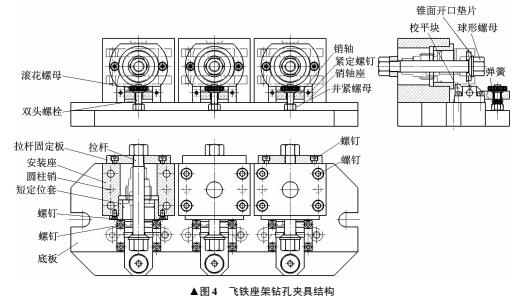
應用飛鐵座架鉆孔夾具,飛鐵座架一次裝夾固定,即可完成 4 - 7 mm 孔的加工。鉆孔夾具在設計過程中,除要滿足零件的加工要求外,還要考慮鉆孔夾具本身的工藝性及結構的合理性。根據夾具設計的基本思路,先確定鉆孔夾具的總體結構方案,再設計鉆孔夾具中各個部件的結構。所設計的飛鐵座架鉆孔夾具結構如圖 4 所示,主要由底板、安裝座、定位套、拉桿、校平塊等部件組成。
4 、部件分析
4. 1 定位裝置
經過對飛鐵座架圖紙及工序要求進行分析,定位基準 A 選擇為 40 mm 外圓,定位基準 B 選擇為 直徑48mm外圓大端面,定位基準C選擇為外側面。定位時,鉆孔夾具短定位套上開設的內孔與直徑40 mm 外圓配合,限制零件的兩個自由度。短定位套上開設的端面與 直徑48 mm 外圓大端面貼合,限制零件的三個自由度。校平塊作為自位支承,屬于浮動支承,其工作面形式為兩點式,浮動方式為杠桿浮動,通過銷軸安裝在銷軸座上。校平塊在校正零件平面度的同時,限制零件的一個自由度。可見,一共限制零件的六個自由度,屬于完全定位,滿足定位要求。安裝座上開設圓孔,作為對刀裝置,便于后續數控加工中心編程時編程原點的找正。此外,還需要注意各定位元件的制造精度,以保證定位精度和可靠性。
4. 2 夾緊裝置
螺旋夾緊機構指由螺旋副與其它元件相結合,對工件實施夾緊的機構。螺旋夾緊機構在生產中使用極為普遍,其結構簡單,夾緊行程大,自鎖性能好,增力比大,是手動夾緊中用得最多的一種夾緊機構,常用的夾緊形式有單個螺旋夾緊機構、螺旋杠桿壓板夾緊機構。基于飛鐵座架結構,綜合分析后決定采用單個螺旋夾緊機構 。
夾緊裝置主要由拉桿固定板、拉桿、錐面開口墊片、球形螺母組成。零件定位完成后,利用錐面開口墊片、拉桿及球形螺母,實現零件的固定。加工完畢后,松開球形螺母,取出錐面開口墊片,沿著拉桿軸線方向即可快速拆卸零件。
4. 3 夾具體
夾具體由安裝座、底板等組成,定位裝置及壓緊裝置均固定安裝在夾具體上。鉆孔夾具裝配時,需要注意夾具體自身精度及定位裝置在夾具體上的相對位置精度。另外,夾具體在機床上的安裝精度也是影響零件加工精度的重要因素,在鉆孔夾具制造、安裝及調試
找正時需加以考慮。
5、力學計算
5. 1 切削力
結合鉆孔、擴孔、鉸孔的工藝要求,切削力的大小主要取決于飛鐵座架的材質及預鉆孔時選擇的切削用量。材料為鑄鋼,預鉆孔孔徑為 6. 5 mm。由于產品材料為塑性材質,鉆頭材料選取具有較高常溫硬度、耐磨性好、耐高溫、抗氧化能力強的 YA6 型硬質合金,切削性能優秀,適合對冷硬鑄鋼、高錳鋼、淬火鋼等材料進行半精加工和精加工。根據現有機床情況,結合刀具廠商推薦的切削參數,初定切削轉速為 800 r/min,進給速度為 100 mm /mim,每齒進給量為 0. 125 mm /Z。利用 NOVEX 軟件進行切削力計算,將相關參數輸入軟件,計算得出的理論切削力為 600 N 左右,界面如圖 5 所示。在此切削力的基礎上乘以安全因數 3,得到所需的安全夾緊力為 1800 N。
5. 2 夾緊力
由夾緊裝置的結構可知,鉆孔夾具采用單螺旋夾緊方式,通過螺母夾緊零件。查手冊可知,M16 × 2 六角螺母在扳手長度為 190 mm、外施作用力為 100 N 的情況下,夾緊力可達 5 230 N,即該單螺旋夾緊機構的夾緊力為 5 230 N。5 230 N 大于 1 800 N,可見滿足安全夾緊力要求。
6 、應用效果
所設計的飛鐵座架鉆孔夾具符合六點定位原理,定位精度可靠,安裝便捷,應用現場如圖 6 所示。兩年多的生產實踐表明,這一鉆孔夾具能夠達到設計要求,極大提高了加工效率及產品質量,并降低了生產成本。
7、結束語
筆者設計了飛鐵座架鉆孔夾具,這一鉆孔夾具定位準確可靠,結構簡單,安裝便捷,能夠充分保證加工質量,實現工序集中的加工方案,配合數控加工中心,極大降低了勞動強度,提高了生產效率和產品質量,發揮了數控加工的優勢,同時為解決類似零件加工問題提供了參考。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

