


機器人焊槍冷卻零件的夾具的設計與加工
2022-1-7 來源: 廣東省國防技師學院 作者:陳心勇
摘要:機器人焊槍冷卻零件在加工中存在較難的問題,在數控車床與數控銑床上加工需要采用專用夾具進行裝夾才可以進行加工。本文設計了加工機器人焊槍連接座零件的專用夾具,如何選用合理的刀具材料及設計非標刀具,從而完成該零件的加工并達到技術要求。
關鍵詞:機器人焊槍冷卻零件;彈簧夾頭;非標鉆孔刀具
0、引言
機器人焊槍冷卻零件的加工,目前一般使用數控車床與數控銑床和一些普通簡易機加工設備。由于該產品外型結構為不規則(如下圖1)所示,普通的三爪卡盤和平口鉗很難直接進行裝夾,必須采用專用夾具。使用數控車床與數控銑床上加工,每件需約5次裝夾,并不易保證加工精度與形位公差,特別是加工“矩形外螺紋”容易斷刀。因多次裝夾造成產品質量不穩定性。存在產品報廢率較高,導致加工上給我們帶來一些困難。為了提高生產效率,降低成本、快速提供交貨能力,同時也綜合各方面因,對機器人焊槍冷卻零件進行切削時間及人工成本的計算、機床的損耗等,無法減低零件的成本。特選用公司加工設備“LB46車銑中心機床”。在該機床上我們設計了夾具,通過該夾具能夠提高加工效率,保證產品的加工質量,完成了生產任務。
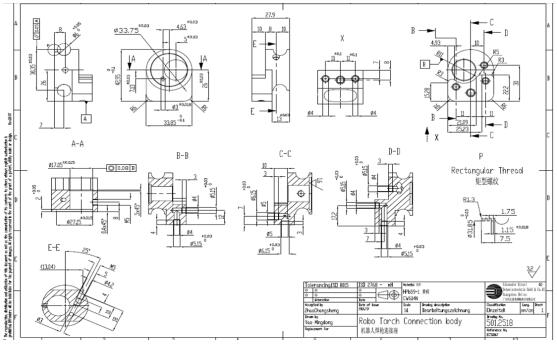
圖 1 產品零件圖
1、產品零件圖工藝分析
根據圖紙要求,經工藝分析后,制定以下工藝流程:
(1)毛坯的檢驗,據毛坯要求,合格進入生產車間;
(2)采用彈簧夾頭卡盤裝置,用彈簧夾頭裝夾毛坯(已加工端面側與夾頭臺階作為長度定位基準),首先加工Φ33.75mm與矩型螺紋、Φ27.15、Φ17.05加工至尺寸[1];
(3)其次掉頭車另一端,用彈簧夾頭裝夾Φ33.75mm外圓與定位33.85mm位置,加工至尺寸;
(4)加工完后手工去除棱角毛刺;
(5)表面清洗處理,檢驗與入庫;
2、夾具設計
如何保證零件的位置度公差、裝夾方法,結合實際情況對工藝流程的分析后,在第2-3步用臺灣新代數控系統“LB46車銑中心機床”加工時[2],在車床主軸上設計了如下夾具,如圖2所示。
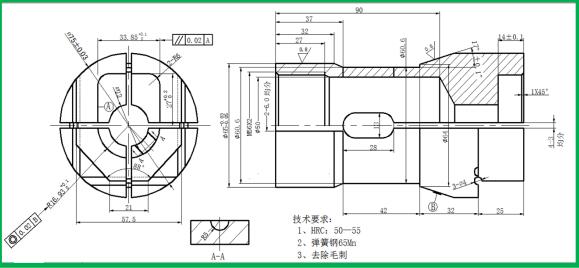
圖 2 夾具結構圖
夾具結構說明:夾頭材料為65Mn彈簧鋼,根據夾頭內孔中心軸線為基準,加工出與產品形狀相同的輪廓,按夾頭設計圖進行加工,用于放置毛坯工件,并對產品進行加工;據夾頭內孔中心軸線為基準,據夾頭設計圖進行加工(未供設計圖),用于調頭裝夾已加工零件,對產品進行另一側全部尺寸加工成品;夾具端面上有加工避空槽與臺階,主要用于防止刀具干涉;
3、夾具定位與安裝原理
夾具安裝:用百分表校正簧夾頭座內錐面精度,并控制內錐面跳動精度小于0.01m裝過程:將彈簧夾頭座與法蘭盤連接,并裝上銷緊螺桿,依次對角進行鎖緊螺桿[3]。夾具定位:夾頭主要用于裝夾毛坯,保證加工產品的同軸度及其技術要求作用。夾頭主要用于裝夾已加表面并起定位、夾緊作用。夾具有支承面大,支承鋼度好,定位精度高,夾具成本低,容易裝夾應用[4]。
4、刀具材料與角度、設計
車、銑、鉆工序刀具采用一般的可換式硬質合金車刀,刀片的材料為YG3,攻絲刀具采用HSS高速鋼材料[5]。為了減少裝夾次數,確保一次裝夾完成所有工序要求,因車床裝刀具容量有限,為此特別設計了一些非標鉆孔刀具[6]。如圖3所示。
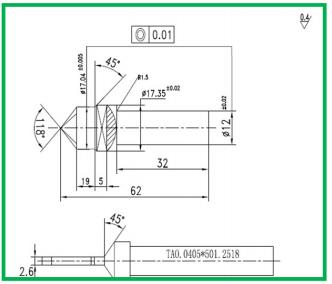

圖 3 非標類鉆孔刀具
5、零件加工的檢測方法
內孔用通止規檢測,螺紋也用通止規、長度用卡尺測量;偏心部分、中心鉆、形位公差采用三坐標設備進行檢測;
6、加工時的注意事項
工件裝夾要牢固,防止車削時打滑飛出傷人和扎刀,車削中最好采用銅切削油進行冷卻加工[7],所有刀具的卷屑槽幾何形狀,切削時盡量使其順著排屑槽排離工件,以防切屑刮傷工件已加工表面,零件擺放整齊,切勿用手觸摸零件已加工表面、以防氧化[8]。
7、結語
經過實踐驗證,該零件的加工工藝、夾具設計、刀具等均合理有效。解決了在數控車床加工零件時;因裝夾產品不方便、花費時間長、定位精度問題、產品質量與生產成本等難點。利用該夾具方便、輕松、穩定可靠,而且在連續加工過程中,可以確保達到圖紙所要求的加工精度,這樣既保證了零件的加工質量不合率產生(從原來3%下降至0.5%),提高了零件的生產效率2倍,也減輕了操作者的勞動強度。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

