



基于多體系統理論的榫卯加工中心夾具系統精度建模分析
2018-4-8 來源:北京工業大學 機械工程與應用電子技術學院 作者:劉志峰,趙林忠,李迎,孫光輝,馬雷
摘要: 針對榫卯加工中心加工過程中出現加工誤差大的現象,分析造成誤差的主要誤差源是夾具系統。榫卯加工中心的夾具系統采用螺栓定位,較大影響了整個夾具系統的裝配精度,對整體加工造成較大的加工誤差。根據該夾具系統的機械結構及其連接方式,提出基于多體系統運動學理論和齊次變換的方法,建立榫卯加工中心夾具系統的誤差模型,并推導了考慮裝配誤差的最終誤差公式。針對運用螺栓定位造成的加工缺陷,并考慮夾具系統的特殊性,提出了一種夾具系統改進方案,并利用多體系統運動學理論建立誤差模型,為提高榫卯加工中心加工精度提供理論依據。
關鍵詞: 夾具系統; 裝配精度; 多體系統; 齊次變換; 誤差模型
0 引言
數控機床中的夾具系統對整個機床整體的加工精度有著重要的影響,其中工作臺作為夾具系統的關鍵部位,其工作精度和裝配精度對夾具系統有著較大的影響。因此對其精度設計是非常有必要的,也是優化設計的重要環節。
對夾具系統進行精度設計需建立其誤差模型,本文主要進行對夾具系統中部件裝配時產生的空間幾何誤差分析,不考慮其受熱變形及受力變形所產生的誤差。 在機械結構空間誤差建模方面,世界各國專家學者經過多年研究已經發展出誤差矩陣法、機構學建模法、剛體運動學等多種建模方法,而多體系統理論是對一般復雜機械系統的完整抽象和有效描述,是分析和研究復雜機械系統的最優模式,目前已經在機器人,機床,坐標測量機等復雜機械的運動分析與控制中得到成功應用,并且應用領域正在不斷擴大。劉又午等人已經曾利用多體系統理論對機床建模進行了系統性的研究,并且已經取得了很多成果。在回轉工作臺精度分析方面,主要還是以傳統建模方法為主。精度分配的方法主要有尺寸鏈理論法 、蒙特卡洛法 等。此外王禹林等人 為螺桿轉子磨床精度分配建立了一種多目標參數化模型,這些工作都將為夾系統精度建模分析提供有益的幫助。
基于多體系統理論建立的木工機床夾具系統誤差模型,能夠描述夾具系統中各個組成部分在裝配時由于部件制造精度以及它們之間的約束方式造成的誤差是怎么通過結構關系以及相對運動轉化成最終整體的定位誤差,由此可以定量分析出各類基本誤差對整體加工誤差的影響情況,從而為夾具系統的精度建模和設計優化提供依據。
1 、拓撲結構和低序體陣列
多體系統誤差建模方法是將工程對象抽象為多體系統,用低序體陣列來描述拓撲結構中各體之間的關聯,在多體系統中建立廣義坐標系,在坐標系中采用4 × 4 階齊次特征矩陣運算表示點和矢量在坐標系中的位置和姿態的變換,而拓撲結構是對多體系統本質的高度提煉和概括,是研究多體系統的依據和基礎。
羅伯森和威騰伯格提出的基于圖論和休斯頓和劉又午的運用低序體陣列描述多體系統拓撲結構的兩種基本方法,其中,低序體陣列是通過多體系統拓撲結構更為簡潔方便,適合于計算機自動描述多體系統,本文采用的是拓撲結構的低序體陣列描述法。
本文所研究的夾具系統,它是一種專為木工機械開發的夾具,具有高穩定性、高剛度、高速度等特點,適合用于木工加工。該夾具系統主要是由溜板、轉臺座、轉臺、臺面、夾具體 1、夾具體 2 以及工件組成。對圖 1所示的夾具系統進行提煉和概括,就可得到如圖 2 所示的拓撲結構簡圖。
對圖 1 的夾具系統進行簡述如下: 0—溜板,1—轉臺座,2—轉臺,3—臺面,4—夾具體 1,5—夾具體 2,6—工件。坐標系設置如下: ①在溜板和所部件上,建立笛卡爾坐標系; ②系統各元素 X、Y 分別平行,Z 軸同軸。
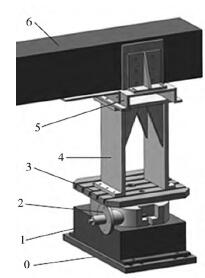
圖 1 夾具系統結構簡圖
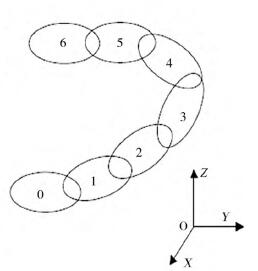
圖2 拓撲結構圖
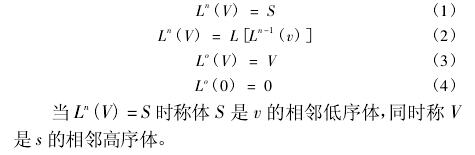
在多體系統分析中,我們把構成拓撲結構的單元稱為體,描述體與體關聯關系的低序體陣列可通過下列定義的低序體運算得到。一般的在多體系統中對任意體( V) 的低序定義如下:
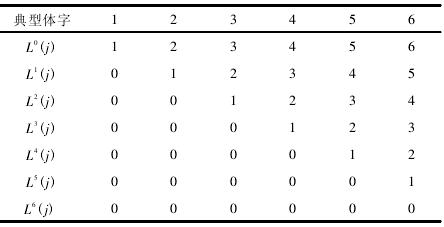
以圖 2 所示的多體系統拓撲結構為例,根據上述低序體運算公式可以求出各體的各階低序體號,從而構成表 1 所示的低序體陣列,它即是夾具系統的低序體陣列。
表 1 夾具系統多體拓撲結構的低序陣列
2 、特征矩陣
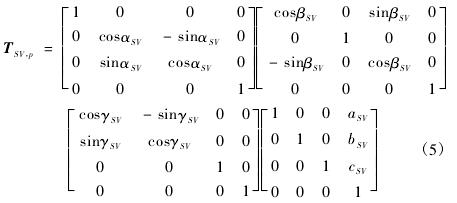
多體系統中各體之間的位置和運動關系,用相應的坐標系的位置和姿態變換來確定。根據子坐標系的位姿參數,可以得到各種確定的 4 × 4 階齊次特征矩陣,而參數的變化與否反映了體與體之間的相對靜止和相對運動狀況。
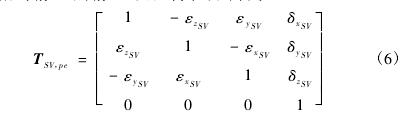
在有誤差的多體系統中,對于任意相鄰體 S、V 的子坐標系,相對靜止( 或初始相對靜止) 的理想靜止特征矩陣為:
相對靜止的靜止誤差特征矩陣為:
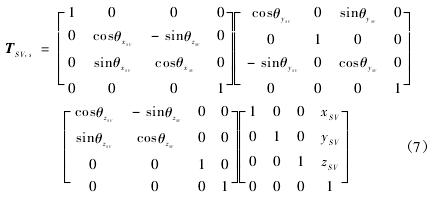
相對運動的理想運動特征矩陣為:
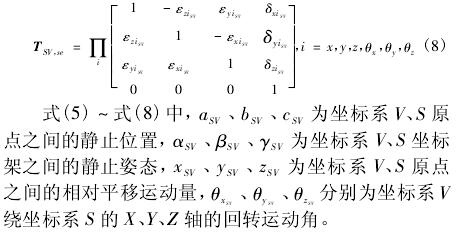
相對運動的運動誤差特征矩陣為:
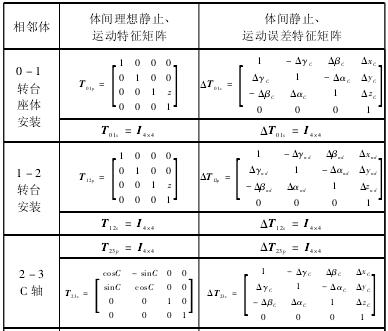
對本夾具系統的結構進行分析可知: 在夾具系統中各部件之間除組件 2 和組件 3 之間有旋轉關系,其余部件都是由螺釘連接,不可避免的在裝配時會出現誤差。由此根據加工中心的結構、各部件之間的運動關系,建立各相鄰近體間的變換特征矩陣如表 2 所示。
表 2 夾具系統的特征方程
3 、夾具系統誤差模型建立


4 、夾具系統誤差分析
本文研究的夾具系統固定采用 M8 螺釘固定。但螺栓不能起到聯接作用,不能用于定位。若兩個零件只是平面對接,沒有銷、孔聯接的時候,體之間的裝配誤差主要由螺釘聯接產生。參照 GB 5277-85 緊固件、螺栓和螺釘通孔的標準,通孔公差有以下規定精裝配系列: H12; 中等裝配系列: H13; 粗裝配系列: H14。在選擇參數過程中,使用通孔公差 H12,并根據零件加工圖紙中的形位公差確定各環節的轉誤差。具體標準如表 3 所示。
表 3 緊固件、螺栓和螺釘通孔標準

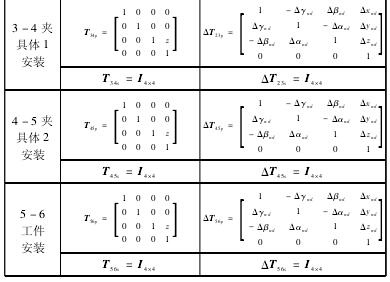
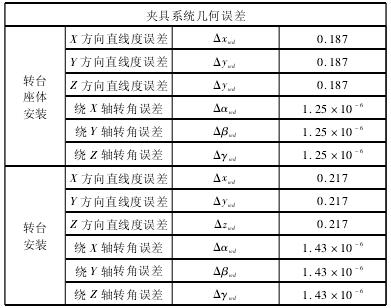
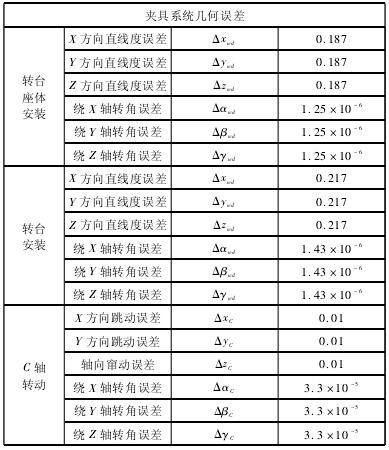
根據夾具零件加工尺寸公差及形位公差可以計算夾具系統的幾何誤差參數如表 4 所示。
表 4 夾具的幾何誤差
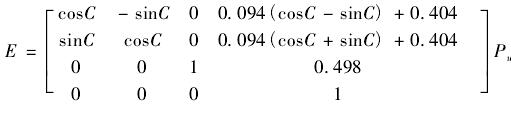
將以上數據帶入式( 13) 中得到如下:
式中 Pw工件在工件坐標系中的齊次坐標系,在夾具上安裝距回轉中心 300mm 的試件,在轉臺 0°和 90°的位置用銑刀沿回轉中心對稱向加工兩個方形槽,兩個方向方形槽相交打透,當考慮工件坐標系誤差單一因素時,工件坐標系原點在機床坐標系中的產生的誤差由以上設定的值,可得的取值范圍:
如果加工程序按照理想狀態下工件坐標系的情況加工,加工后的工件會出現極大的臺階,不能滿足木工加工精度 0. 5mm 的要求。
5、 夾具系統結構改進
經理論計算發現現有的夾具系統不能滿足加工要求,對夾具系統結構進行如下改造: 簡化夾具體結構堆積層數,將夾具體直接在轉臺上加裝夾具體,止口定位; 夾具體上方直接通過鍵定位,安裝虎口鉗; 虎口鉗屬于精度較高并且具有自定心功能,盡可能的減小裝夾誤差; 夾具體采用圓筒形結構,增加剛度。改造后的夾具系統如圖 3 所示,對圖 3 所示夾具系統進行提煉和概括,就可得到如圖 4 所示的拓撲結構簡圖。

圖 3 夾具系統改造后
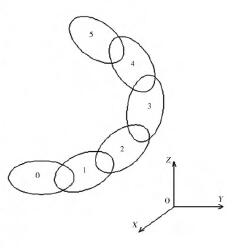
圖 4 拓撲結構圖
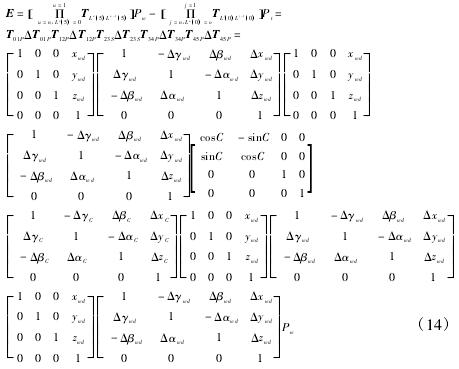
針對圖 4 的夾具系統的拓撲結構簡述: 0—溜板,1—轉臺座,2—轉臺,3—夾具體,4—夾具體 2,5—工件。改進后的夾具系統的空間誤差公式如下所示:
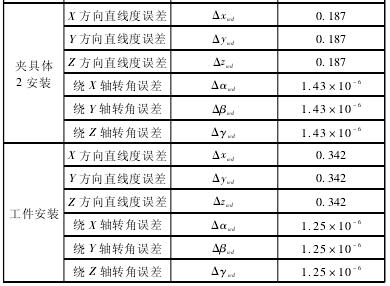
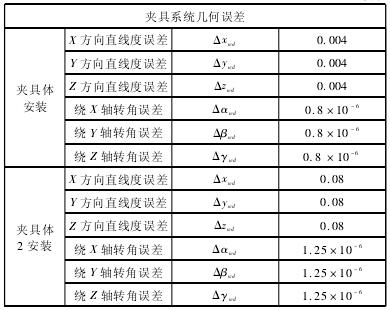
改進后的夾具系統對于轉臺和夾具體之間的聯接改用鍵定位,并通過查閱鍵與槽公差配合等相關資料可得幾何誤差尺寸如表 5 所示。
表 5 改造后夾具的幾何誤差
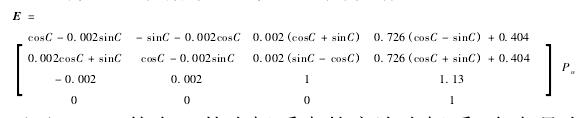
將以上數據帶入式( 14) 中得到如下:
按著在轉臺 0°和 90°的位置這 2 個位置測試,用銑刀沿回轉中心對稱向加工兩個方形槽,兩個方向方形槽相交打透,當考慮工件坐標系誤差單一因素時,可得在工件坐標系中工件坐標原點的誤差取值范圍如下:
6 、結束語
針對榫卯數控加工中心的夾具系統利用螺栓定位造成的加工誤差,利用多體系統運動學理論來構建榫卯加工中心夾具系統誤差模型,并通過理論分析,可以看出:
①該方法簡單、明確,具有廣泛的通用性;
②該方法的相鄰低序體之間的特征矩陣的形成具有很好的規律性,能夠簡單明確的描述機械系統,并對夾具系統進行誤差建模分析;
③螺栓只能用于兩物體之間的連接,在夾具體系統中利用螺栓定位,會給加工造成比較大的誤差;
④改變具體結構堆積層數,并改變定位方式,能較大的減少夾具系統的誤差,達到加工效果; ⑤本文中的夾具系統的轉臺為外購件,提高轉臺本身的精度,對整個夾具系統精度的提高有著重要的影響。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

