



刀庫旋轉分度機構的改進設計與分析
2024-4-28 來源: 浙江大學城市學院工程學院 作者:張 俊,吳央芳
1、引言
當前,國內制造業正處于轉型關鍵期,加快制造業優化升級,推進中國制造向中國創造轉變,中國速度向中國質量轉變,制造大國向制造強國轉變被更多的提出來[1]。數控加工中心是當代制造業的主流、熱門裝備,其最大特點是具有刀具儲備和自動換刀功能,而這種功能主要由刀庫和自動換刀裝置來實現[2]。刀庫及自動換刀裝置是加工中心的重要組成部分和關鍵功能部件,國內數控加工中心加工效率和使用壽命往往被所配裝刀庫所限制,目前,奧地利 ANGERG 公司生產的多主軸自動換刀機床,從切屑到切屑換刀時間僅為 0.4s,而國內只能做到 10s 以內,差距巨大[3]。
刀庫功能部件的運行效率和可靠性已經嚴重制約了數控機床整機的運行效率及可靠性。為保證數控機床的運行效率及使用可靠性,研究刀庫驅動機構的轉動特性和定位特性,以實現加工中心換刀過程的更快旋轉速度和更低的沖擊載荷就顯得很有必要。
本研究以 16T 斗笠式刀庫驅動分度盤為研究對象,完成驅動盤旋轉分度機構的原始方案設計,再通過對機構的設計改進,最終確定了以不帶鎖止弧雙圓銷槽輪機構替代原始槽輪機構的設計方案。基于 NX 和 ADAMS 對兩種方案進行了模型創建和運動學對比分析,獲得了機構的轉動特性和定位特性。由運動學仿真對比結果得出,改進結構在提高轉動速度的同時減小了沖擊載荷,降低了刀庫的磨損,提高了刀庫的耐用度。
2、刀庫換刀動作分析
斗笠式刀庫主體部分主要由基體、連接座、滑軌、分度盤、刀庫盤和撥盤圓銷等零部件組成[4]。斗笠式刀庫主體部分,如圖 1 所示。下面對斗笠式刀庫的換刀動作進行簡單分析。
刀庫換刀動作:
(1)主軸移動至換刀位;
(2)主軸準停;
(3)刀庫前進至換刀位(抓舊刀);
(4)主軸松刀;
(5)主軸向上移動(讓出刀庫旋轉定位空間);
(6)刀庫旋轉定位(選刀);
(7)主軸向下移動(移動至換刀位);
(8)主軸緊刀(抓新刀);
(9)刀庫后退至初始位(換刀結束)。
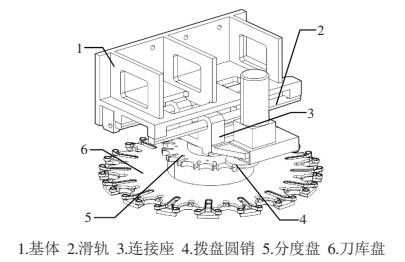
圖 1 斗笠式刀庫主體部分結構簡圖
在整個換刀過程中,刀庫前進后退動作,使用氣缸驅動完成,目前已經可以達到較快的速度,因此,整個換刀過程的效率就主要取決于斗笠式刀庫驅動分度盤旋轉和定位的速度。需要選擇較為合適的旋轉定位方案,提升分度盤轉速,同時保證轉動過程平穩、盡可能減小定位和啟動過程中角速度和角加速度變化造成的沖擊。
3、旋轉分度方案的分析選擇
3.1 旋轉分度機構選擇
刀庫旋轉分度機構主要用于刀庫的分度和回轉,保證刀庫運行速度和可靠性。目前斗笠式刀庫大多采用單頭雙導程蝸輪蝸桿機構、雙導程圓柱凸輪分度機構或者槽輪機構來實現刀庫的旋轉分度。
其中單頭雙導程蝸輪蝸桿機構在使用中可隨時調整蝸輪蝸桿的傳動間隙,實現準確的轉位分度,但此傳動機構較復雜,且單頭雙導程蝸輪和蝸桿的加工較困難成本相對較高[5];雙導程圓柱凸輪分度機構承載能力強,分度轉位平穩,適合應用在載荷較大的分度轉位機構,但同時也存在機構較復雜,加工較困難成本相對較高的缺點[6];槽輪機構具有較高的轉動效率,較小的沖擊載荷,運行較為平穩,且結構簡單,易制造[7]。所以刀庫的旋轉分度方案采用槽輪機構來實現。
3.2 槽輪機構工作原理
槽輪是一種能把主動軸的勻速連續轉動轉換為從動軸的周期性間歇運動的機構,常用于各種旋轉分度機構當中。槽輪機構按嚙合方式不同可分為外嚙合、內嚙合和球面槽輪機構;按撥盤圓銷數目又可以分為單圓銷和多圓銷槽輪。斗笠式刀庫一般采用外嚙合槽輪機構來實現旋轉分度動作。
外嚙合槽輪機構主要由槽輪、撥盤、圓銷等部分組成,其中撥盤和圓銷是主動件,槽輪是從動件。主動件以恒定角速度做連續回轉,從動件以一動一停做周期性間歇回轉。當圓銷尚未進入槽輪時,由槽輪上的內凹鎖止弧和撥盤的外凸鎖止弧完成鎖止限位,圓銷入槽后鎖止弧松開,撥盤帶動槽輪轉動,如此循環輸出單向間歇的旋轉運動。
4、旋轉分度機構設計與改進
4.1 槽輪機構參數計算
由于不同的槽輪槽數可產生不同的角速度和角加速度變化:槽數越少,則角加速度的變化越大,由此產生的沖擊和磨損也就越大,因此用外嚙合槽輪作為刀庫旋轉分度機構時,槽數不應小于 8。
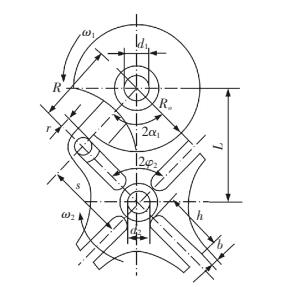
圖 2 外嚙合槽輪幾何尺寸
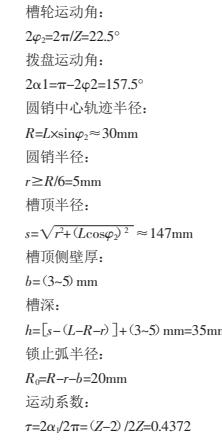
已知研究對象為 16T 斗笠式刀庫,所以槽輪槽數 Z 根據刀庫容量選取 16。再根據刀庫工作要求,撥盤圓銷數目 n 初選確定為 1。外嚙合槽輪幾何尺寸,如圖 2 所示。其他參數設計參照《間歇運動機構設計與應用創新》[8],可得:
中心距:由機床空間大小和刀庫整體結構選定。中心距越大槽輪分度越平穩,但分度盤質量增加、撥盤力臂增大,電機功率提高;中心距太小,槽輪嚙合處沖擊變大。考慮空間干涉及整體重量,最后確定:L=150mm。
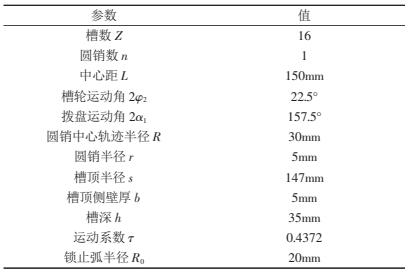
槽輪機構幾何參數數值,如表 1 所示。
表 1 槽輪機構幾何參數
綜合以上參數,確定槽輪機構尺寸,并完成二維和三維圖紙繪制。
4.2 槽輪機構改進方案設計
4.2.1 提高旋轉速度
初步設計所得槽輪機構的撥盤圓銷數目為 1,槽數為 16,即驅動撥盤轉 1 周,槽輪轉過 22.5°,從而實現刀庫旋轉分度動作。同時當 n=1 時,其運動系數 τ=0.4372<0.5,說明槽輪運動時間少于停止時間,運動效率較低。要在不提高撥盤轉速的情況下,使槽輪在撥盤一周內轉過 2φ2 的倍數角,并提高運動系數,則可在撥盤上安裝多個圓銷來實現。
由于外槽輪槽數 Z≥6 時,圓銷數 n 最多只能是 2 個[8],所以圓銷數 n 定為 2,這樣在不提高撥盤轉速的情況下,槽輪的旋轉速度提高 1 倍。運動系數也提高 1 倍變為 0.875,運動時間變為大于停止時間。
但槽輪機構圓銷數目的增加同時使鎖止弧所對應的中心角γ 變小,其值變為:

圓銷數目增加前后槽輪結構對比,如圖 3 所示。圖 3(b)圖為雙圓銷槽輪機構,雙圓銷實現了轉動速度加倍,但因為仍然具有鎖止弧,依然需要進行典型的槽輪間歇運動,定位過程中圓銷每一次進入輪槽嚙合時還是會產生較大的沖擊載荷,而且從圖中看出雙圓銷機構的鎖止弧變得很小只有 22.5°,導致鎖止弧極易磨損或發生形變,耐用度大大降低,所以還需要進一步改進設計方案。
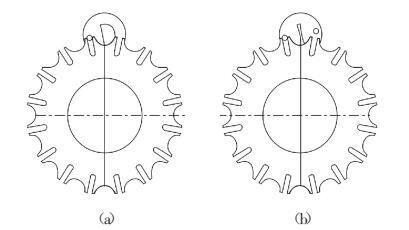
圖 3 圓銷數目增加前后機構對比圖
4.2.2 提高穩定性
刀庫旋轉分度運動的穩定性直接決定了刀庫的性能,為了提高穩定性確定以下改進設計要求:避免機構運行過程中的剛性沖擊;降低機構運行過程中的磨損以獲得精度定位。
據此設計要求,在采用雙圓銷結構并保證中心距、槽輪運動角、撥盤運動角、圓銷中心軌跡半徑、圓銷半徑、槽深等參數不變基礎上,設計了一種改進型不帶鎖止弧的雙圓銷槽輪機構,如圖4 所示。
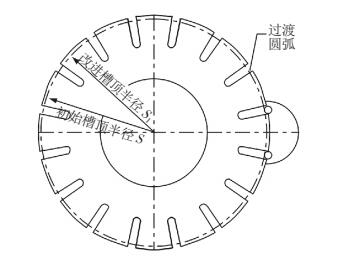
圖 4 改進型槽輪機構二維圖
其中,改進槽輪的槽頂半徑 s1 要比初始槽輪槽頂半徑 s 更大,其計算公式為:

上圖中槽側壁在改進槽頂和初始槽頂之間設計了一段過渡圓弧。由 s1 計算公式可知,機構在圓銷沿著過渡圓弧從槽中脫離瞬間,另一個圓銷則恰好進入槽側壁圓弧段,過渡圓弧起到了鎖止和定位的作用,圖 4 時刻的槽輪處于定位靜止不動狀態。
當槽輪機構處于圖 4 所示位置時,撥盤兩圓銷連心線,和槽輪中心與撥盤中心連線相互垂直,這使得槽輪的旋轉起停瞬時角速度 ω=0,從而避免了機構的剛性沖擊;同時,改進機構取消了原先過小的鎖止弧設計,降低了運行過程中的磨損,提高了機構的耐用度,從而達到了前述的改進設計要求。
5、旋轉分度機構運動學分析
5.1 基于 NX 的機構參數化建模
在 NX 中建立刀庫盤零件模型以及改進后的槽輪機構零件模型,按要求裝配在一起,得到結構的刀庫旋轉分度機構裝配模型,如圖 5 所示。
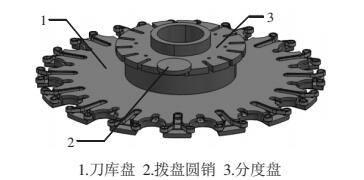
圖 5 刀庫旋轉分度機構裝配模型
5.2 基于 ADAMS 的機構運動學對比分析
為了驗證最終槽輪機構方案的改進效果,運用 ADAMS 對新舊兩種槽輪進行了運動學對比分析。
首先在 NX 軟件中對刀庫裝配模型作必要的簡化,去除多余的零部件,最終僅保留槽輪、撥盤和圓銷等必要部件,導出Parasolid 格式(后綴名.x_t)文件,并導入 ADAMS 軟件中,設置單位為 MMKS,添加重力加速度;賦予材料屬性,完成前處理。
在 ADAMS 中將槽輪和地面通過鉸鏈副約束;將撥盤和地面通過鉸鏈副約束;將圓銷和撥盤通過鉸鏈副約束;將撥盤和槽輪、圓銷和槽輪通過碰撞高副約束:碰撞接觸剛度設為 10e6、力指數取 1.5、阻尼系數取 10、穿透深度取 0.01、靜摩擦因數取 0.1、動摩擦因數取 0.08;最后給撥盤施加旋轉驅動,轉速設為 45r/min,至此,完成最終仿真模型構建。
將上文已準備好的新舊兩種仿真模型提交求解,并在后處理環節繪出新舊槽輪隨撥盤轉動的角速度、角加速度對比曲線圖結果,如圖 6、圖 7 所示。
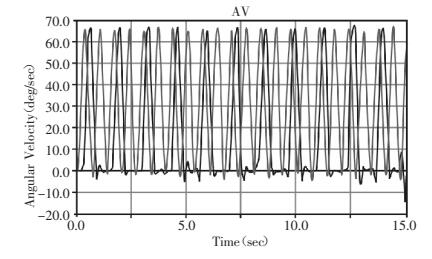
圖 6 新舊兩種機構角速度曲線對比圖
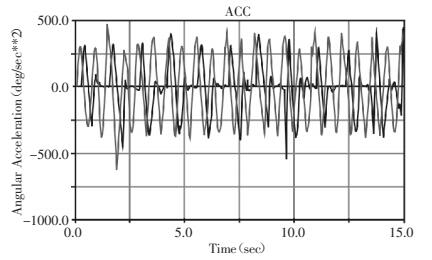
圖 7 新舊兩種機構角加速度曲線對比圖
圖 6 中曲線為舊機構角速度曲線,另一條曲線為新機構角速度曲線,圖 7 中曲線為舊機構角加速度曲線,另一條曲線為新機構角加速度曲線。
綜合對比分析圖 6、圖 7 可知:
(1)在相同的 10s 內,新機構轉過 15 個分度工位,舊機構轉過 7.5 個分度工位,速度提高了一倍。
(2)新舊兩種機構中槽輪角速度和角加速度均時刻變化,角速度在槽輪、撥盤和圓銷的圓心共線時達到最大,角速度最大時角加速度正好為 0。
(3)舊機構槽輪在周期內有一段角速度為 0 區域,使得角速度從 0 開始加速時產生沖擊現象。而改進結構槽輪的角速度并沒有長期處于 0 狀態,不需要反復克服靜止慣性,因此沖擊載荷大幅降低,從而磨損降低,耐用度提高。
綜上所述,改進的新機構槽輪運轉速度增加了一倍,而且其近似處于一直運動狀態,不需要反復克服靜止慣性,降低了角速度變化幅度,加上有過渡緩沖圓弧的存在,沖擊和振動也小于舊機構。這些都證明了改進的新機構完全可以代替舊有機構。
6、結論
本研究對刀庫旋轉分度用槽輪機構進行了設計和優化,提出的不帶鎖止弧雙圓銷槽輪機構替代具鎖止弧的單圓銷槽輪機構的機構改進方案得到了仿真分析的驗證,仿真分析結果表明改進型新機構旋轉速度提高一倍,沖擊載荷大幅降低,為后續研究
提供了重要參考依據。
下一階段本研究將通過對新機構實物的測試來進一步驗證實際工況下機構的角速度和角加速度變化情況,完成進一步的制造工藝對機構運行狀態影響研究,以實現更優化的旋轉分度機構方案設計。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

