



BT40 圓盤式刀庫的研發與應用
2024-11-18 來源: 江蘇德速智能機械股份有限公司 作者:-
一、產品簡介
刀庫及自動換刀裝置是加工中心的關鍵功能部件之一,隨著加工中心向高速、高精度、高可靠性方向的發展,對刀庫及自動換刀裝置也提出了高準確性、高可靠性、高效率、長壽命的要求。但國產刀庫及自動換刀裝置在精度、換刀時間、可靠性等方面與中國臺灣地區以及發達國家的產品存在差距。境外企業憑借強大的關鍵核心技術,占領市場競爭制高點,價格居高不下。如何整體解決刀庫及自動換刀裝置設計、制造、試驗、應用等全鏈條的關鍵技術問題,建立覆蓋刀庫產品生命周期全過程、全要素的標準和規范體系,是行業面臨的共性技術問題。在國內數控機床刀庫及自動換刀裝置部件配套上,目前還存在很多不足,例如 :
(1)刀庫及自動換刀裝置缺乏核心技術自主創新設計,刀庫容刀數量少,換刀時間長、效率低,換刀裝置定位精度差。
(2)批量生產水平能力較弱,ATC 凸輪工藝水平低,CAD/CAM 軟件缺失,專用裝備自主化弱。
(3)刀庫產品性能與可靠性不足,試驗耗時久,數據采集與系統管理缺失,缺乏成套標準規范。
本產品 BT40 圓盤式刀庫,它是數控機床關鍵功能部件(見圖 1)。產品主要功能是在數控機床機械加工過程中儲存刀具,并在數控系統控制下,把即將要使用的刀具準確的送到換刀裝置并完成換刀動作。通過刀庫及自動換刀裝置,加工中心可以僅一次裝夾就可以完成多道工序,不僅大大減少工裝時間、測量和機床調整的輔助時間,而且減少多次安裝造成的定位誤差,從而提高加工精度。圓盤式刀庫配合自動換刀裝置,可通過機械手臂同時拔出刀庫中及主軸上的刀具,旋轉180°后實現新刀具的更換和前序刀具再刀庫中的儲存,換刀速度、定位精度等指標遠大于斗笠式刀庫、鏈式刀庫等其他類型刀庫,廣泛應用于機械、電子、輕工、紡織、冶金、化工等制造行業。

圖 1 BT40 圓盤式刀庫
BT40 圓盤式刀庫優點在于 :
(1)作為一種高效、穩定、可靠的加工中心配件,具有顯著的技術優勢。其高效的存儲容量和快速的轉換速度極大地提高了生產效率,降低了生產成本。同時,圓盤式刀庫在刀具夾持穩定性和加工精度方面表現出色,滿足了高檔數控機床對關鍵部件的日益增長需求。技術參數為 : 最大刀具重量 :8kg, 最大刀具直徑 :φ80mm(相鄰刀套裝刀)、φ160mm(相鄰刀套空刀); 最大刀具重力矩 :10.29N · m; 最大刀庫容量 :24 把 ; 最大刀庫容重 192kg。
(2)BT40 圓盤式刀庫的市場需求巨大。隨著制造業的發展,對加工中心的需求不斷增加,圓盤式刀庫作為加工中心的重要配件,其市場需求也將持續增長。此外,隨著科技的進步和制造業的轉型升級,圓盤式刀庫的性能和應用領域將得到進一步提升和拓展。
(3)BT40 圓盤式刀庫及其核心部件的自主研發與產業化,對于提升國內企業的市場競爭力具有重要意義。通過自主研發圓盤式刀庫及其核心部件,不僅有望打破國際市場的壟斷,還能提升國內企業的技術水平和創新能力。
綜上所述,BT40 圓盤式刀庫產品具備良好的技術條件和優勢,其自主研發與產業化將對我國制造業的發展產生積極的影響。
二、產品特點
1.產品取得的關鍵技術原理
整體設計方面 : 圓盤式刀庫主要由 ATC 自動換刀裝置和刀倉組成(產品結構示意圖見圖 2)。其中,ATC 自動換刀裝置由 ATC 凸輪、平面凸輪、四方轉塔以及出力軸等其它零部件組成 ; 刀倉包括本體、刀盤(含日內瓦槽輪、刀盤位置傳感器)、刀套、減速機、驅動芯軸、電機組(含伺服電機)、氣缸組(含止回閥)、刀臂等核心部件。不同型號產品參數如圖 3 所示。
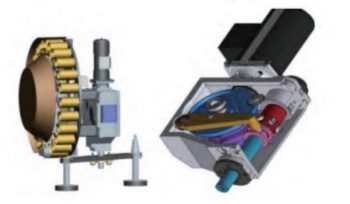
圖 2 產品結構示意圖

(a)30 標準 ATC 行程 :85mm ;載重 :6kg
(b)40 標準 ATC 行程 :115mm ;載重 :8kg
(c)50 標準 ATC 行程 :165mm; 載重 :15kg
圖 3 不同型號產品參數
電機驅動一對準雙曲面齒輪,實現凸輪組繞軸心旋轉,ATC 凸輪曲線凸輪驅動四方轉塔實現輸出軸旋轉 ; 與此同時平面凸輪旋轉驅動擺臂實現出力軸伸縮動作。
凸輪曲線設計方面 : 基于接觸廓面最小相對法曲率的凸輪曲線設計方法(見圖 4)。根據凸輪分度曲線類型和嚙合運動規律,完成了弧面凸輪機構包絡運動數學表征,提出了基于接觸闊面最小相對法曲率的分度期凸輪廓形(Profile)設計方法,實現了凸輪曲線接觸率大于 90%,顯著降低了產品摩擦磨損率,保證了弧面凸輪運轉精度和使用壽命。
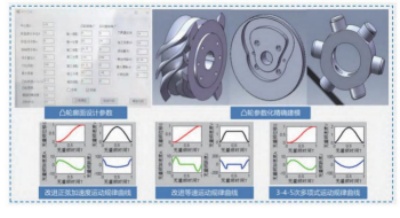
圖 4 基于接觸廓面最小相對法曲率的凸輪曲線設計方法
(2)基于云服務的可靠性數字化管理和分析技術。如圖 5 所示,制定了可靠性數據收集和統計分析方法,搭建了基于云服務的刀庫產品可靠性信息管理和分析系統,實現了高效的可靠性數據在線管理和準確分析,為產品優化和可靠性提升提供了數據支撐,促進數據在企業各部門的交互與應用,從而切實改善產品質量。

圖 5 可靠性信息數字化管理平臺
(3)建立面向全生命周期的關鍵技術標準體系(見圖 6)。面向全生命周期的關鍵技術標準體系。本成果針對刀庫產品的全生命周期,建立了集產品工藝控制、性能試驗、可靠性試驗、使用維護、數據管理為一體的可靠性管控標準體系。

圖 6 面向全生命周期的關鍵技術標準體系
三、技術創新點
1.掌握了ATC自動換刀裝置及其核心部件凸輪的設計技術
公司突破了 ATC 自動換刀裝置及其核心部件凸輪的曲線設計技術,其產品組裝如圖 7 所示。
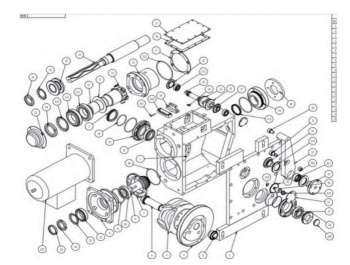
圖 7 產品組裝示意圖
針對核心部件凸輪,采用數學建模、動態特性仿真等技術,完成凸輪曲線的設計,研制了平面凸輪和 ATC 凸輪,取得軟件著作權 ; 實現凸輪機構傳動結構和伸縮導向機構的創新設計,采用一對準雙曲面齒輪嚙合傳動結構,將兩級變速改為一級變速,使齒輪嚙合時重疊齒數較多,使其具有工作強度高、傳動平穩、噪聲小、磨損小等特點,并將原有伸縮導向機構優化成軸孔配合,降低接觸面摩擦,提高換刀精度,降低生產成本,延長使用壽命 ; 實現了 ATC 自動換刀裝置中 ATC 凸輪機構(平面凸輪、ATC 凸輪、四方轉塔等)的結構配合和傳動設計(見圖 8、圖 9),凸輪動作時序圖如圖 10、圖 11 所示,滿足自動換刀時序規定的動作(原點、扣刀、下拉、旋轉、上插、回原點等動作),研制出具有自主知識產權的ATC 自動換刀裝置。

圖 8 凸輪組合(ATC 凸輪和平面凸輪) 圖 9 ATC 凸輪機構結構圖
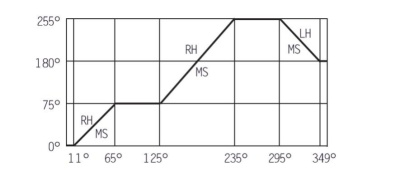
圖 10 ATC 凸輪動作時序圖
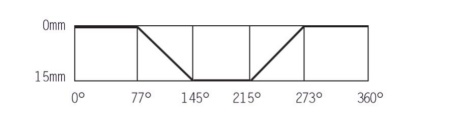
圖 11 平面凸輪動作時序圖
2.研制出數控轉臺式ATC凸輪加工數控機床樣機
首次研制出 ATC 凸輪加工數控機床(見圖12、圖 13),其關鍵零部件高剛性主軸、零背隙凸輪滾子數控轉臺等(見圖14、圖15)均自主研發。
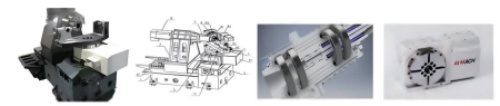
圖 12 ATC 凸輪加工數控機床 圖 13 ATC 加工機床結構示意圖 圖 14 高剛性主軸 圖 15 凸輪滾子數控轉臺
通過伺服電機驅動加工深度進給,AB 軸疊加聯動控制零部件旋轉,同時配合銑削主軸刀具形成特定的凸輪曲線,結合凸輪精密制造工藝和配套專用夾具,實現了一次裝夾即可完成整個凸輪產品的加工 ; 掌握凸輪機機床裝配過程中鑄件接合面鏟刮技術,任意平方英寸接觸點不少于 16 個,達到精密級要求,提高裝配面的有效接觸進而提高裝配精度 ; 配套專用夾具,實現快速裝夾和定位,滿足批量化生產,取得授權 ATC 凸輪仿形加工專利,解決 ATC 裝置中核心部件凸輪的自主研發問題。
3.實現了刀庫的智能化管理,換刀時間
(刀對刀)降低至1.3s刀倉采用智能尋刀和預選刀技術,通過自主研發取得的刀庫刀倉絕對值電機控制軟件,讀取編碼器進行循環分度定位控制,實現刀具更換時,按最近距離旋轉原則,實現就近尋刀 ; 接收到機床指令時,機械臂抓取要選取的刀具,實現預選刀,從而減少刀庫運行時間,節省機床換刀時間,實現換刀時間僅為刀對刀換刀時間 ; 掌握伺服刀庫的換刀控制方法,刀倉及 ATC 換刀裝置均采用伺服電機控制,檢測伺服電機的驅動電流值或扭力值來調節伺服電機的轉速,并在刀臂接近機床主軸時降低速度,減少扣刀瞬間刀具對機床主軸的沖擊,從而提高使用壽命 ; 進行驅動器二次開發,設置不同速度區間(低轉速 1.3~4.0s/ 轉,高轉速 1.3~0.5s/ 轉),在刀臂帶刀具旋轉時檢測伺服電機電流值或扭力值,判斷與標準電流值或扭力值的大小關系,從而智能識別不同刀具重量,然后通過智能調節驅動電機轉速來實現大刀重刀低速交換、小刀輕刀高速交換,實現智能識別大小刀、智能加減速等功能。產品整體換刀時間(刀對刀)由傳統的 1.4~1.8s 降低到 1.3s,取得發明伺服刀庫換刀控制方法專利授權和刀庫刀倉絕對值電機控制軟件著作權。
4.初步建立了刀庫的性能檢測平臺,開展了壽命測試和可靠性試驗
開展產品的全生命周期評價,初步建立刀庫的性能檢測平臺,進行老化試驗、使用壽命等綜合性能檢測,刀庫使用壽命(換刀次數)達 100萬次以上 ; 完成高速圓盤式刀庫及自動換刀裝置的可靠性加速試驗,進行最大刀具重量交換試驗、最大直徑(相鄰刀套裝刀)刀具交換試驗、最大刀具重力矩交換試驗、最長刀具交換試驗、最大刀庫容重交換試驗、連續刀具自動交換試驗等可靠性試驗,從而對刀庫及自動換刀裝置進行可靠性分析與評價,為新產品的改進設計提供基礎。
5.已熟練掌握了刀庫準停控制方法、裝置、設備等方法
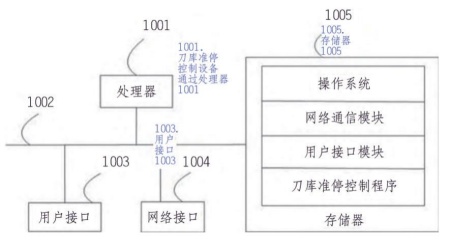
圖 16 刀庫準停控制方法
在檢測到刀庫運行信號的下降沿信號時,控制刀庫驅動電機停機 ; 在刀庫驅動電機完成停機時,獲取刀庫驅動電機反饋的停機脈沖數 ; 根據停機脈沖數和鎖存脈沖數確定反饋脈沖數,并根據反饋脈沖數和預設脈沖偏移數確定脈沖偏差數 ; 根據脈沖偏差數控制所述刀庫驅動電機驅動刀庫停止在設定位置。由于發明是根據驅動電機的停機脈沖數與鎖存脈沖數確定反饋脈沖數據,根據反饋脈沖數和預設脈沖偏移數確定脈沖偏差數,根據脈沖偏差數控制刀庫驅動電機將刀庫驅動至設定位置,解決了現有技術中由于控制信號出現異常,導致刀庫損壞的技術問題,提高了刀庫停止位置控制的準確度。該技術已獲得刀庫運行控制方法、裝置、設備及存儲介質發明,并技術成果已開始應用在新型圓盤式刀庫產品中。
四、產品應用及產業化前景
目前,智能化高速圓盤刀庫的國際市場主要由瑞士米克朗、德國哈默等第一梯隊企業控制,而國內市場則由一些中國臺灣地區企業控制著絕大部分份額。其中,ATC 自動換刀裝置是圓盤式刀庫的關鍵核心部件,目前主要由國外及中國臺灣地區先進企業開發,國內大陸市場主要依靠進口,其成本約占整個圓盤式刀庫的 40% 以上。
而作為 ATC 自動換刀裝置中最核心的凸輪部件,國內企業尚未在該領域進行過系統性研發,相關產品完全依賴從海外進口,并且目前市場上有限的凸輪產品規格無法滿足日益提升的國內高檔數控機床需求,且產品價格昂貴,2022 年我國數控機床市場金屬切削機床銷售量 45 萬套,刀庫市場需求量約 100 萬套,市場規模約 200 億元,項目目標產品市場前景廣闊。
《“十四五” 國家戰略性新型產業發展規劃》中提到 : 推動智能制造關鍵技術裝備邁上新臺階,加快高檔數控機床與智能加工中心研發與產業化,突破多軸、多通道、高精度高檔數控系統、伺服電機等主要功能部件及關鍵應用軟件。《國務院 “十四五” 科技創新規劃》中也提到 : 深入實施國家科技重大專項,高檔數控機床與基礎制造裝備。因此,重點攻克高檔數控系統、功能部件及刀具等關鍵共性技術和高檔數控機床可靠性、精度保持性等關鍵技術,開展智能化高速圓盤式刀庫的研究,符合國家相關產業政策。
五、產品研發及產業化情況
BT40 圓盤式刀庫在多個領域都有廣泛的應用,并展現出良好的產業化前景。首先,從產品應用角度來看,BT40 圓盤式刀庫在數控機床中發揮著關鍵作用。它能夠快速實現刀具的自動換位,根據加工需要及時更換刀具,從而提高加工效率。此外,圓盤式刀庫還廣泛應用于電子半導體制造業,能夠自動存儲和更換刀具,提高生產效率并降低制造成本。在車間工業中,無論是模具、模具配套、汽車零部件還是鑄造件的生產,圓盤式刀庫都能夠根據不同的機械加工需求自動更換不同的刀具。該類刀庫產品的生產工藝、生產能力、可靠性和產品質量得到大幅度提升,顯著地降低了刀庫產品的故障率,產品的可靠性 MTBF 達到了 100 萬次。
其次,從產業化前景來看,隨著制造業的快速發展,對加工中心的需求也在不斷增加。圓盤式刀庫作為加工中心的重要配件,其市場需求也將持續增長。同時,隨著科技的進步,圓盤式刀庫的性能也將得到進一步的提升,應用領域也將更加廣泛。圓盤式刀庫以其換刀速度快、存儲容量大、穩定性和可靠性高等優點,正在逐步取代傳統的刀庫,成為加工中心的主流配置。
總的來說,圓盤式刀庫在當前的制造業環境中具有廣泛的應用和良好的產業化前景,但也需要不斷適應和滿足市場的變化和技術的發展,方能立于不敗之地。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

