


數控機床中Profibus.DP網絡故障的分析與診斷
2016-11-24 來源:東莞職業技術學院電子工程系 作者:劉水平1,楊壽智2
摘要:以通快(TRUMPF)數控切管機、激光切割機、數控沖床出現的關于Profibus.DP報文為例,從非穩定性故障和穩定性故障2個角度詳細分析了引起數控機床中Profibus.DP網絡故障的原因,并給出相應的診斷方法和處理過程。
關鍵詞:數控機床;Profibus.DP;非穩定性故障;穩定性故障;分析與診斷
Profibus—DP是用于自動化生產的一種開放式現場總線.使用Profibus.DP模塊可取代價格昂貴的數字或模擬信號線,用于分布式控制系統的高速數據傳輸?。因此,它在先進的數控機床中得到了廣泛的應用。全球領先的通快(TRUMPF)數控機床就使用了Profibus.DP,用于高速、及時、復雜的通信任務。根據常見的故障現象.Profibus.DP網絡故障通常可以分為兩大類:一類是非穩定故障.指發生故障的網絡位置不固定或故障現象不持續的偶發故障或隨機故障;另一類是穩定故障,其表現是發生故障的時間和網絡位置相對穩定心]。文中以通快數控切管機(TruLaser Tube 5000)、激光切割(Trulaser3030Lean Edition)、數控沖床(Trupunch2020)3種機床出現的關于Profibus.DP報文為例,從非穩定性故障和穩定性故障2個角度詳細闡述了如何快速地診斷和排除Profibus.DP網絡的故障。
1 .干擾故障
1.1故障現象
數控切管機(TruLaser Tube 5000)切割管材過程中,在沒有非法操作的前提下,機床不定期地出現幾次急停故障,且報文中含有Profibus.DP通信中斷等內容。
1.2故障分析與排查
由于此故障是不定期發生,屬于Profibus.DP網絡中的非穩定故障。對于此類故障。它的主要來源不是某個零部件的損壞.而是來自于外部或內部的干擾。外部干擾可分為電源干擾、設備干擾、空間干擾。內部干擾主要是分布電容、分布電感引起的耦合感應、電磁場輻射感應、長線傳輸的波反射、多點接地造成電位差引起的干擾[3]。抑制干擾源、切斷干擾的傳輸途徑、提高敏感設備的抗干擾能力是系統達到電磁兼容的主要手段,最常用的是濾波、接地、屏蔽3種技術。
電網的干擾、頻率的波動將直接影響控制系統的可靠性與穩定性。由于南方電網電壓穩定。市電到機床之間接了國產“谷登”牌交流穩壓器和德國進口的隔離變壓器。用示波器分析該數控切管機的電源質量,沒有出現浪涌、尖峰等現象,波形質量完好。這就排除了電源對Pwfibus.DP網絡的干擾。
接著檢查接地系統。根據接地理論,低頻電路(頻率小于1 MHz)應單點接地,其目的是避免形成地回路,地回路產生的電流會引入到信號回路內形成干擾[3]。此機床工作接地采用的是“單點接地”:電柜、主機身、上下料機構采用埋人地下的相互并聯的6根黃銅棒作接地極。其直徑均為1.9 cm。長為3 m,用萬用表測量其接地電阻小于4 n,符合該機床關于接地的裝機準備要求。重新連接Profibus.DP電纜與電柜的屏蔽卡子,檢查Profibus.DP電纜屏蔽層沒有出現損壞。這表明接地和屏蔽符合設備的工作條件。上晚班時關閉車間內的其他設備,整個車間只開1臺切管機。但還是會偶爾出現Profibus.DP急停報文,這意味著Profibus.DP網絡的干擾并非是外部設備干擾引起的。
徹查了外部干擾源對機床的影響,排除了外部干擾后,接著從內部干擾著手。信號在長線中傳輸除了會受到外界干擾和引起信號延遲外。還可能會產生波反射現象。當信號在長線中傳輸時,由于傳輸線的分布電容和分布電感的影響,信號會在傳輸線內部產生正向前進的電壓波和電流波[5]。由于此數控切管機占地長約17.5 m.寬約7.5 m,整個Profibus電纜的長度大約有35 m以上。Profibus.DP網絡采用的是總線型拓撲結構,當信號在總線上傳輸時,隨著距離的增加,信號會逐漸減弱。此切管機用符合RS.485標準的屏蔽雙絞電纜進行通信。Profibus.DP的物理層(第1層)實現對稱的數據傳輸,傳輸速率為12Mb/s。理論上規定最大電纜長度為100 m,但實際上遠小于這個長度。數據傳輸率越高,總線通信就越不穩定哺]。放大器用于實時(加強)信號,以精確復制原始信號,它連接同一總線的兩部分,解決通信信號在通信線上由于電氣損耗而造成的衰減。當信號變弱而不變形時可以使用放大器c7】。為此,在總線中間加了1個西門子生產的信號放大器,如圖1所示,有效地保證了信號傳輸質量,提高了系統運行的穩定性.再也沒有出現此類因干擾導致Profibus.DP通信不穩定而引起的機床急停故障。

圖1西門子信號放大器
由外部或內部干擾引起的非穩定性故障具有很大的隱蔽性,需要依次從外部或內部干擾源逐一排除,方能找到引起Profibus.DP通信不穩定的根源,然后對癥下藥。
2.主從站及通信電纜故障
2.1故障現象
激光切割機(Trulaser3030 Lean Edition機型)在切割過程中發生以下故障:
80101066:The Profibus slave station with the ad.dress 31 is faulty(地址為31的Profibus從站有誤)。80101087:AS.i Linker:Configuration elTor in Asi—Circuit M3 Slave 11A(AS.i連接器:在Asi.M3回路里從站地址為11A的配置有誤)。80101046:Prnfibus master system 2 has a malfunc—tion(Profibus主回路2有一個故障)。07 190040:The laser warning lamp on the machine isdefective!(機床上的激光報警燈壞了)。
2.2故障分析與排查
Profibus.DP允許在PLC控制器和分散的自動化組件以及分散的外圍設備(如AS.i Bus)之間進行快速的數據交換。Trulaser3030 Lean Edition的PrnfibusDP配置采用的是典型的單主站結構,如圖2所示:以840D Solution Line為主站,有2個Profibus.DP回路(DPI,DP2),其中DPI回路有Control Line(切割頭高度控制系統)、TASC4(激光控制系統),DP2回路有3個Safety Gateway(帶安全監管的網關)、FoucsLine(自動調節鏡片焦點系統)與Control Panel(控制面板)。Safety Gateway是帶Safety Monitor功能的Gateway。Gateway作為Profibus.DP從站的同時。又是AS.i回路的主站,通過Gateway上的顯示器,可實現Profibus—DP的地址修改、從站狀態診斷等功能。每個Profibus.DP從站都有自己的地址。要么由軟件定義,要么由硬件撥碼開關決定。DP主站與DP從站間的通信基于主一從原理:主站知道所有從站的地址。主站在特定的時間間隔內向從站地址發送數據.并以數據的形式等待響應。也就是說,只有當主站請求時總線上的DP從站才可能活動。DP從站被DP主站按輪詢表依次訪問。DP主站與DP從站間的用戶數據連續地交換。而并不考慮用戶數據的內容[8]。
AS.i Bus是基于Profibus下一層的總線系統,它將基層的輸入輸出邏輯關系以通信方式傳輸至AS.i主站,再通過Prdibus傳輸至PLC進行邏輯處理;由主站(Master)發出“請求” (Request),從(Slave)做出“響應”(Response)。由圖2可以知道:在DP2回路里.地址為3l的Prnfibus從站正是其中的一個Safety Gateway,它也是AS.i Bus的主站,而在AS.i的M3回路里從站地址為11A的正是激光報警燈。由這4條報文可以推測AS.i回路從站地址為11A的激光報警燈與Profibus回路從站地址為3l的SafetyGateway通信不暢通:激光報警燈沒有對Safety Gate.way的“請求”做出“響應”。
首先處理Safety Gateway的報文。根據服務手冊【9】,如圖3所示,操作如下:(1)直接按Gateway的OK鍵,選擇Quick Setup。(2)進入Quick Setup后,再次直接按OK,又進入另一個子目錄。(3)選擇store+run。(4)斷電重啟機床。經過這樣處理后,前3條報文已經消除,但仍然還有“07190040:Thelaser warning lamp on the machine is defective!”出現。接著解決從站激光報警燈的報文:更換激光報警燈.報文仍然存在,這說明線路有問題。檢查AS.i電纜,發現電柜到激光報警燈中有個接口松動了,接觸不良。重新插好接頭,該報文消除。
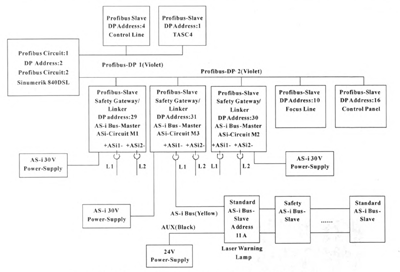
圖2激光切割機(Trulaser3030 Lean Edition)Profibus.DP拓撲結構圖‘9
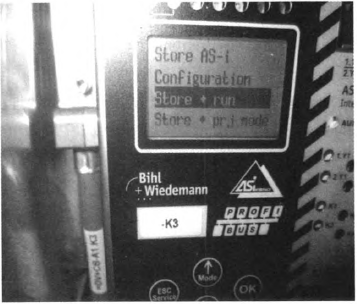
圖3 Safety Gateway(安全監管網關)
該類報文屬于穩定性故障,首先要觀察每個站點的LED狀態(如PLC、TASC、Gateway、Asi.busSlave等)正常與否;其次,根據機床Profibus—DP拓撲結構及各站點的邏輯關系圖,再結合報文鎖定故障點;最后,根據電路圖及服務手冊排除是主站故障還是從站故障或者Profibus、As.i電纜給老鼠咬斷還是接口松動.抑或Profibus.DP地址設置有誤。
3. Profibus.DP終端電阻引起的故障
3.1 故障現象
通快數控沖床(Trupunch2020)移機后出現PLC(85 102902)的報文:Binary data exchange on Profibuswith H&L interrupted。它的意思是Profibus與H&L(沖桿控制系統)的二進制數據交換被中斷。
3.2故障分析與排查
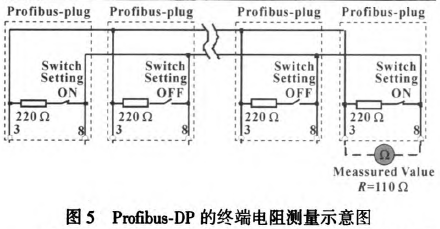
為確保Profibus.DP網絡主從站間通信穩定:首先,要保證通信電纜的屏蔽和接地符合要求;其次,Profibus.DP總線連接各“站點”時要求各終端電阻器的A線和B線的進出方向正確。且2根線不交叉但又連接可靠;最為重要的是,各接點插座上的“拔檔開關”始終嚴格遵循首末端為“ON”、中間為“OFF”的原則。該數控沖床的Profibus.DP拓撲結構如圖4所示【l0‘。經檢查,Bosch NCK(博世NCK)、Control Panel(控制面板)、Gateway(網關)、BoschI/O(博世輸入輸出模塊)、H&L(沖桿控制系統)的總線終端電阻器端口位置正確:Control Panel、Bosch NCK終端電阻上的“拔檔開關”為“ON”。其他為“OFF”。于是進一步檢查Profibus.DP總線各“站點”的終端電阻阻值:拔下連接各主從站的總線終端電阻器.分別測量各主從站終端電阻器中針腳3和8的阻值,如表1所示。其中H&L終端電阻的實際測量值等于110 Q,根據圖5,其標準電阻值應該為220 Q,實測值與標準值不吻合,故H&L與Con—trol Panel的通信中斷,產生報警。打開H&L終端電阻器,重新連接A線和B線,報文仍然存在。于是更換該總線終端電阻器。再測量總線各主、從站的終端電阻值,其值如表1中的標準值,復位,報文消除。
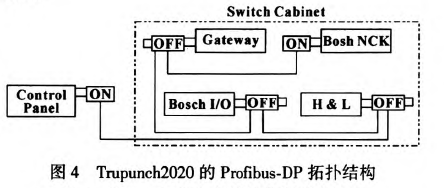
表1
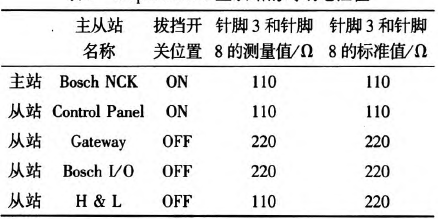
不言而喻,此類故障屬于穩定性故障。迄今為止,經驗表明:電纜和終端電阻器的不正確安裝是引起Profibus.DP錯誤的主要原因,終端電阻器的損壞屬于Profibus.DP的一類常見故障。
4.結論
以3類機床產生的3個故障為例。從非穩定性故障和穩定性故障2個角度闡述了Profibus.DP故障的原因和解決方法。對于非穩定性故障的處理是個難點,要從抗干擾的角度來排除故障。逐一排除外部干擾,諸如濾波、接地、屏蔽是否符合標準,如不符合,需要提高外部電源質量,加強機床接地,保證接地電阻小于4 Q,以及采取更有力的屏蔽措施,使機床Profibus.DP通信更穩定。其次從內部干擾著手,通信信號是否有衰減。如有衰減,可以增加“信號放大器”之類的硬件,保證整個Profibus.DP拓撲網絡通信暢通,數據傳輸準確無誤。對于穩定性故障,需要根據報文準確定位是主站還是從站。抑或終端電阻還是Profibus.DP、As.i電纜出現了故障。根據每個站點的LED狀態,結合電路圖和服務手冊排除主從站的故障.以及用萬用表測量終端電阻阻值是一種排除終端電阻故障行之有效的方法。更換損壞的元器件及加載相應的軟件(如Gateway更換需要加載軟件)后,這類穩定性故障可以迎刃而解。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

