


電火花加工TC4 鈦合金工件試驗研究
2016-11-25 來源:山西省中北大學先進制造技術重點實驗室 作者:常小龍
摘要:TC4 鈦合金廣泛應用于航天航海等領域,其需求量較大。本文通過對TC4 鈦合金進行電火花正負極性加工,繪制了因數指標趨勢圖,分析了四種電參數對表面粗糙度的影響及其原因,得到了正極性加工可以獲得較好的表面粗糙度的結論。
關鍵詞:電火花加工;TC4 鈦合金;正交試驗
1.緒論
TC4 鈦合金由于其比強度高、密度小、機械性能好、韌性和抗蝕能力強等優點被廣泛用于各個領域。由于TC4 鈦合金的導熱性差、黏性大、切削加工性也較差,在常規機加工時常產生較大的形變[1]。而電火花加工只與材料的熱學特性有關,屬于非接觸式加工,無宏觀作用力,無明顯的劃痕,加工精度和效率較普通機加工有很大的提高[2]。本試驗主要的目的就是如何能夠高效地加工TC4 鈦合金,使其具有較好的表面精度。
2.電火花加工機理
常規電火花加工是在合適的工作介質內,兩電極之間產生脈沖性火花放電,在放電通道內產生瞬時高溫高壓熔融甚至汽化材料,實現去除目的,也稱為放電加工或電蝕加工[2]。
3.常規電火花加工TC4 鈦合金試驗研究
利用正交試驗法[3]進行常規電火花加工分析,在正負極性加工條件下,總結脈沖寬度、脈沖間隔、峰值電壓、峰值電流對表面粗造度的影響規律。加工現場如圖1 所示。
由極差分析得到如圖3 所示的因數指標趨勢圖。
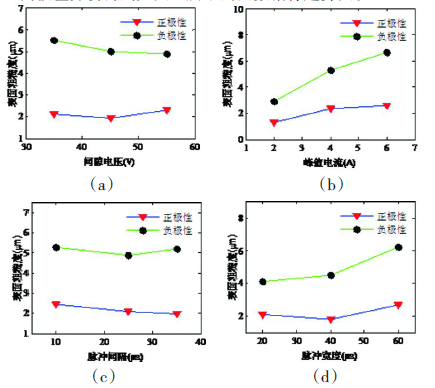
圖3 常規電火花電參數對表面粗糙度的影響
圖3 為不同極性對應的四種電參數分別再同一水平下的表面粗糙度變化趨勢圖,由圖(b)和圖(d)可以看出曲線的變化率要比圖(a)和圖(c)明顯,這說明無論正負極性加工,峰值電流和脈沖寬度是影響表面粗糙度的主要因素,間隙電壓和脈沖間隔是次要因素,而且在圖(b)和圖(d)中,負極性條件下的峰值電流脈沖寬度影響的變化率又明顯比正極性的大。
在正負極性條件下,由圖(b)可知,兩條曲線前半段的變化均表明粗糙度隨著峰值電流的增大而變差,并且上升的勢頭很明顯,但是當達到一定值后,后半段曲線的增長速度又趨于緩慢;由圖(d)可知,變化曲線在正極性環境中,呈現先減小后增大的趨勢,而在負極性環境中,變化曲線呈現直線上升趨勢,因此,在脈沖的選擇上應考慮極性的影響。峰值電流和脈沖寬度的增加實際上是使單個脈沖的能量增強,最初,單位時間內正極性加工中,到達工件表面的負電子數目和負極性中正離子量是大致相同的,但是正離子的質量遠大于負電子的,隨著電流和脈寬的漸漸增加,相同數目的正離子帶有的能量遠超于負電子的,對工件表面的碰撞作用同樣遠大于負離子的,在負極性加工條件下,工件表面粗糙度比正極性加工的要差。
由圖(c)可以看出,負極性加工的曲線先減小后增大,但是波峰和波谷差值可以近似忽略,即對表面粗糙度的影響較小。正極性加工的曲線先下降后上升,但是總體是降低的。增大脈沖間隔使工作液介質有足夠的時間進行消電離,同時在一個放電周期內,減少了脈沖寬度的時間,削弱了脈沖能量,帶來了表面糙度的提高,即所謂的慢工出細活。由圖(a)可知,間隙電壓在負極性條件下呈現平緩下降趨勢,正極性變化近似趨于直線,因此其對表面質量影響較小。
綜上所述,無論加工過程中電參數如何選擇,正極性表面粗糙度優于負極性的總趨勢保持一致。
4.結論
本文主要分別在正負極性條件下,進行了常規電火花的加工試驗,通過極差分析,繪制了因素指標趨勢圖,并分析其原因。在正極性條件下,TC4 鈦合金工件的表面粗糙度明顯好于負極性加工條件下的,該結論具有重要的實踐與理論意義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

