


預防高速走絲電火花線切割斷絲的措施
2017-4-28 來源:青島理工大學機械工程學院 作者:王賢勇
摘要:研究預防高速走絲斷絲的措施,將有助于減少斷絲,提高生產效率,增加高速走絲機床的市場競爭力。本文主要從電極絲的因素、送絲機構的因素、工件的因素、電參數的因素、工作液的因素和操作使用的因素等6個方面提出了預防斷絲的措施,通過這些措施大大減少了斷絲的幾率,減少了成本,提高了生產效率。對于實際生產有很強的指導意義,將有助于提高高速走絲的市場占有額。
關鍵詞:電火花;線切割;電極絲;工作液
1.引言
隨著經濟和社會的發展,人們對機床的精度和效率的要求也越來越高,而高速走絲機床低的加工精度嚴重影響了其發展。通過研究發現,電極絲在加工過程中的斷絲現象是影響高速走絲機床效率和精度提高的重要因素。通過總結前人的研究成果,發現影響電極絲斷絲的因素主要有 6 種:電極絲的因素、送絲機構的因素、工件的因素、電參數的因素、工作液的因素和操作使用的因素。通過進行一系列的試驗和研究,針對這6個方面存在的問題提出了相應的解決措施,將大大減少斷絲現象,提高高速走絲的加工精度和效率,增加高速走絲的市場競爭力。
2.電極絲
在高速走絲中,電極絲的材料、長度和直徑、速度和存儲條件等選擇不當都會引起斷絲,影響實際生產。
(1)電極絲材料一般選用鉬絲,因為其具有很好的韌性,可以減少電極絲在換向時造成的沖擊,同時還有較好的導電性,價格便宜等優勢。
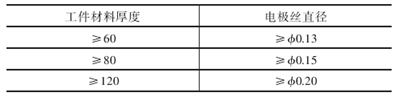
(2)頻繁的換向是造成斷絲的一個很重要的原因,為此要加長工作的電極絲的長度,一般不應小于貯絲筒工作區域長度的一半,大約300~400m。在滿足實際加工條件的情況下,選取粗的電極絲,因為粗的電極絲不易斷絲,且加工效率高,但直徑不是越粗越好,若直徑大,則電蝕顆粒會增多,使工作液純度降低,及易造成斷絲[1]。選取的電極絲直徑一般為0.10~0.18mm[2],當加工的零件圓角半徑較小或精度要求較高時,可選取直徑<?0.06mm的電極絲。另外當直徑損耗了 0.03~0.05mm 時,應及時更換新絲,防止斷絲。因此選用合適的電極絲直徑是至關重要的,工件材料的厚度與直徑的選取關系如表1所示。
表1 工件材料厚度與電極絲直徑關系 mm
(3)電極絲的運行速度一般為 8~10m/s,有助于工作液進入到加工間隙帶走電蝕產物。若移動速度太慢,會造成集中放電,燒傷電極絲,引起斷絲,反之則會使振動幅度加大,精度降低。
(4)因為電極絲選用鉬絲,而鉬絲在空氣濕度大的環境下極易被氧化,被太陽曬時會變脆,且受折容易斷裂,為此需要把新買進的鉬絲放入密封的容器中,用時再取。
3.送絲機構的因素
送絲機構中的導輪、導電塊、擋絲塊和貯絲筒等零部件的安裝不當及磨損,以及機構中導輪的材質選用不當和電極絲的松緊不適都會引起電極絲斷絲。
(1)在向高速走絲機床上安裝導輪、軸承和襯套等零件前一定要先將這些零件清洗干凈,保證沒有雜質,且在使用 6~8 個月后需及時更換,防止斷絲[3]。在進行加工前,需將貯絲筒后端的限位擋塊調整好,防止貯絲筒沖出限位行程開關而斷絲,同時貯絲筒上纏繞的電極絲不允許出現疊繞和夾絲現象。新買進的導電塊由于棱角比較鋒利,在運行中可能會劃斷電極絲,因此需在使用前將棱角進行倒圓。
(2)陶瓷和硬質合金導輪主要用來加工材質較硬和難熔合金工件,而鋼制導輪主要加工材質較軟的工件(如鋼、鋁和銅等),根據工件材質的不同選擇合適的導輪,可減少導輪的磨損,減少斷絲。
(3)合適的電極絲張力將有助于減少斷絲,提高生產效率,電極絲張力一般為 5~10N,但在加工斷面和孔時,因為在放電初始位置容易發生斷絲,需要適當的減少張力,在工作一段時間后將張力調到穩定狀態[4]。
4.工件的因素
待加工工件的表面質量、內部的應力、厚薄和本身的材質都能引起斷絲。
(1)當在進行線切割加工的前一個工作流程為平磨加工時,需要進行退磁處理,避免電蝕顆粒被吸附到切縫中,引起斷絲。在進行加工前,需觀察工件表面,若存在鐵銹、污物和毛刺等,需及時清除,以免引起集中放電,造成斷絲。若工件內部存在不導電雜質,可以編制一段每進0.05~0.1mm便后退0.5~1mm的程序,在加工中反復使用,同時加大工作液的流量,將雜質沖刷掉[5]。
(2)若工件在線切割加工前有熱處理工序,可在熱處理前從工件內部加工穿絲孔,減少加工時因內應力釋放造成的斷絲。另外線切割工藝路線要選擇合理,如在粗加工時要盡量去除掉多的材料,讓工件釋放出更多的應力,減少因線切割加工時工件變形造成的夾絲現象。
(3)一般稱厚度在 3mm 以內的工件為薄工件,加工時必須采用封閉式切割,從毛坯內部打工藝孔穿絲加工,避免工件因產生應力變形而夾斷電極絲。且加工時要提高電源脈沖幅值,加大脈沖寬度,采用較粗的電極絲,使放電間隙加大,同時要將工件夾緊防止冷卻液對它產生過大的振動,從而減少斷絲[6]。厚工件一般是指厚度在100mm以上的工件,加工此類工件引起斷絲的主要原因是排屑不暢。為此應盡可能地增大放電間隙(一般應大于 0.02mm),使工作液在加工過程中充足穩定的包裹住電極絲并進入到加工區內,增強排屑效果,提高切割的穩定性,減少斷絲。
(4)切割鋁材會加快導電塊磨損并會切出窄縫,加工時窄縫會使鉬絲產生抖動并使工件上出現搓板紋,且會使工作液內含有大量的鋁質蝕除產物,容易導致斷絲現象,為此切割鋁材要經常更換導電塊和工作液[7]。
5.電參數的因素
在高速走絲電火花線切割加工中,選擇合理的電參數,可以有效地減少斷絲,提高加工效率和精度。
(1)為減少斷絲幾率,加工時選擇脈沖間隔與脈沖寬度的比值在3~4倍之間,工件與電極絲之間的放電間隙在0.01mm左右。同時在加工過程中適時的調整脈沖間隙開關(工件越厚,脈沖間隙要調寬一些,工件越薄,脈沖間隙則要調窄一些),直到電流表上指示電流穩定在某一數值且指鐘擺動平穩為止[8]。
(2)在加工前要使預置的進給速度與工件的蝕除速度相當,這樣加工出來的表面精度高,且不易斷絲。同時正式加工的進給速度一般調整到試切時的80%~90%,有助于減少斷絲。
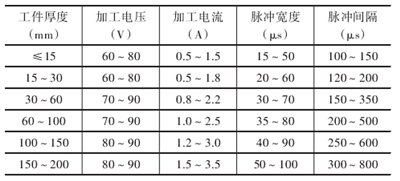
(3)電極絲因直徑和材料的不同,所以其所能承受的短路電流峰值是有限度的。工作時的峰值電流一般為電極絲所能承受的最大短路電流峰值的75%~90%,應在 40A 以內,平均放電電流小于 5A,同時減小放電電流的上升率以降低電極絲的損耗,可提高加工精度,并延長電極絲重復使用壽命,防止斷絲。選擇合理的電參數將有效地減少斷絲,表2 是對于一定厚度的工件,電參數的選擇情況:
表2 一定厚工件的電參數選擇
6.工作液的因素
選擇合適的工作液成分、性能、濃度和水壓等將有助于減少斷絲,同時切割軟材料時,要對工作液進行適當調整,且要定期更換工作液。
(1)為了提高切割的穩定性,并減少斷絲幾率,一般選用水基或含油成分少的工作液,同時在調配工作液時,最好不要使用自來水,因為自來水中存在鈣和鎂等有害于電蝕加工的離子[3]。
(2)工作液的性能好,將有助于減少斷絲幾率。為此工作液需要有一定的絕緣性能,較好的洗滌性能和冷卻性能,以及減少脈沖能量損耗和改善電極絲損耗的性能。為有助于產生高頻脈沖火花放電通道,并實現能量轉化與傳遞,同時放電結束之后又能及時恢復絕緣狀態,工作液要有一定的介電性能。此外理想的工作液應能產生合適的鍍覆現象,保護電極絲[9]。
(3)工作液的濃度對電極絲是否發生斷絲有至關重要的影響。工作液濃度太高,易在放電時產生氣泡,致使放電在空氣中進行而產生電弧,會燒斷電極絲[10],工作液濃度太低,將使工作液絕緣性能降低,電阻率減小,降低了對工件的潤滑作用,也容易斷絲,因此一般工作液濃度控制在5%~10%左右。在進行大厚度工件切割時,因為切縫較窄,導致工作液很難滲透到切縫內,排屑困難,易產生短路而引起電弧放電,從而燒斷電極絲。此時需調整工作液濃度到 3%~5%左右,容易使工作液進入切縫內,帶走切屑,使加工比較穩定,且不易斷絲。
(4)線切割加工中工作液的沖刷作用相當重要,加工電流越大,切割就越迅速,則產生的切屑就越多。此時需要的水壓要求就越高,以便將切屑快速帶走,減少斷絲幾率,水壓最高可達1.5MPa/cm
[11]。
(5)切割鋁、銅等軟性材料時,為了提高加工效率和表面光潔度,減少斷絲現象,可采用一些專用冷卻液,也有利于環境保護。
(6)若線切割機床每天工作8h,則需在工作8~10天后更換工作液,對于連續工作的線切割機床,工作180~200h 后應更換切割液,以免工作液中雜質太多,造成斷絲。
7.操作使用的因素
正確操作機床,注意有可能造成斷絲的細節,將有助于減少斷絲,提高加工效率。在加工過程中切勿切換功能鍵,以免開關接觸不良造成短路從而引起電極絲燒傷,造成斷絲。在加工結束時,切割掉的部位會在重力的作用下墜落,此時電極絲極易被夾斷,可采用磁鐵吸附和夾板夾持等方法及時固定。為減少電極絲在換向時造成的沖擊,以及張緊力不均勻造成的斷絲,在貯絲筒兩端應該預留5~10mm寬度的鉬絲間隔[11]。在切割過程中,如果貯絲筒換向時沒有切斷高頻電源,會導致處于切割部位的鉬絲在短時間內因溫度過高而產生燒絲,因此在加工時需檢查貯絲筒后端的行程開關是否失靈[12]。中途停機時必須先切斷高頻電源,否則會導致電極絲在短時間內因溫度過高而產生燒絲[13]。同時停機床時,最好停在兩個行程開關位置(貯絲筒剛好換向時按下急停),因為如果此時鉬絲張力過緊,則電極絲冷卻后可能會掙斷鉬絲,而這樣即使斷絲了,損失的電極絲會很少,剩余部分仍可繼續使用,減少了損耗,此外如果不加工零件時還應該松開絲頭一端。在拆絲和上絲時,會剪下很多長度很小的電極絲,可能會混到電器部位中或夾在走絲裝置中,引起短路,造成斷絲,需將這些短頭集中放置。
8.結論
影響高速走絲機床斷絲的原因有很多,本文通過一系列的實驗和前人的研究,總結出了針對這6個方面可能出現的問題的預防措施,大大減少了斷絲幾率,對于提高生產精度和加工效率有一定的借鑒意義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

