


激光切割工藝參數對切割樟子松切縫效率的影響
2017-3-27 來源:北華大學 作者:趙洪剛,劉彥龍,孫耀星,樂 磊,吳俊華
摘要: 激光加工在木材加工中的應用越來越廣泛,具有傳統機械加工不可比擬的優勢。影響激光切割木材效率的因素主要有切割機參數和工件的性質,由于木材的性質很復雜,并且激光切割時的鏡頭高、功率、切割速度等參數具有交互作用,造成三因素同時作用的顯著性不明顯,使激光切割木材的效率不易控制。為獲得更理想的切割效率,對激光切割木材的工藝參數進行了試驗研究。為了減少各種因素交互作用的影響,細化加工參數,分析鏡頭高和功率二因素對切割縫深的影響程度,以樟子松為例,采用二因素完全隨機重復試驗方法,在切割速度一定的條件下( v =100 mm/s) ,確定鏡頭高和功率對縫深的影響。通過方差分析以及多重比較分析,確定合理的參數為功率41. 6 W、鏡頭高 6 mm,或者功率 65 W、鏡頭高 6. 5 mm。在此條件下可得最大切割縫深為 4. 5 ~ 6 mm。
關鍵詞: 樟子松; 激光切割; 切縫深度; 鏡頭高; 激光功率; 木材切割速度
使用傳統的木工機械加工木制品工藝復雜,激光加工作為新工藝,應用越來越廣。激光發散度小,相干性好,激光束通過聚焦后形成很高功率的熱源。激光切割木材就是木材受到聚焦后的高能熱源———激光束照射,使木材在很小的體積內溫度急速上升,達到熔化、氣化,以致材料被穿透[1 - 3].
激光加工以其獨特的性質在木材加工( 特別是鋸切) 中顯示其優點: ①材料浪費少,激光切割切縫寬度一般小于 1 mm,如果參數選擇合理,可以達到 0. 1 mm 左右,而鋸切鋸路寬通常為 2.5 ~5 mm; ②環境污染小,激光切割噪聲極小,無粉塵,而傳統木材加工不僅需要安裝除塵設施,尖銳刺耳的噪聲還給工人的身心健康帶來很大的危害; ③激光切割是非接觸加工,無切削力,工件無變形,切割精度高,速度快; ④無需刀具,甚至不需要夾具,機床通用性好,生產成本低; ⑤工人勞動強度低,安全性高。但激光加工也有一些缺點,如煙霧稍大、有微量輻射、參數不當甚至易引發火災從而需注意安全。通常切割深度不宜超過 30 mm,不適合凸凹程度較大的立體加工; 有燒蝕現象,平面影雕效果一般。目 前 對 激 光 加 工 木 材 的 研 究 相 對 來 說 較少[4 - 7],如果激光切割參數選擇不合適,激光加工的優勢效果就不能充分發揮。因此,筆者以樟子松為例,研究激光切割木材過程中參數的合理選擇對切割效率的影響。
1.材料與方法
1.1 試驗設備及材料
設備: CO2激光切割機 CMA1390 型,最大切割尺寸1 300 mm × 900 mm,激光發生器功率 130 W,工作輸出電流 50 m A,整機總功率 1. 25 k W,切割速度 800 mm/s。系統支持軟件及版本: Smart Carve4. 3。細木工帶鋸機和帶移動工作臺鋸板機,砂光機,體視顯微鏡( OLYMPUS - SZX16) 。材料: 樟子松( Pinus sylvestris) 木材,干材,試件尺寸 1 000 mm × 90 mm × 10 mm。
1. 2 試驗目標及方法
激光切割的工藝參數較多,有鏡頭高、最大和最小功率、氣流、噴嘴直徑等[8 - 11]。切割效率包括切縫深度( 縫深) 、切割速度等。切口質量也包含很多方面,如切縫的寬度和均勻程度( 縫寬) ,切割的角度、切口的平整度、燒蝕程度等,此次研究試驗目標定位為切透 5 mm 厚板材確定合理的工藝參數。因此主要研究激光加工切割參數對縫深指標中順紋切割,即 0°角切割的影響。在前期激光切割木材試驗中發現,不同切割角度對縫寬、燒蝕程度等切割質量有一定的影響,而對縫深的影響卻很所以此次研究忽略切割角的影響,以確定合理的切割參數。
在切割速度一定的條件下,主要測量激光切割機切割工藝參數中鏡頭高( 指鏡頭到試樣的距離,該參數反映了激光聚焦效果,即功率密度) 和功率對工件切割效率中主要參數縫深的影響。鏡頭高對切割效率及質量影響均較大,鏡頭高合適時,聚集效果好,光束細,功率密度大,切口縫寬小,切割深度也會較大,而且切口處木材氣化迅速,對切口附近的影響區域小,燒蝕程度也小。為避免自行設置加速度對機器部件的影響,均采用機器默認加速度。為減少切割過程中啟動和停止加速度對切割速度變化的影響,要求切縫有一定的長度,設定每條切縫長度為 100 mm,順紋切割。
前期研究,功率、速度、鏡頭高三因素中單一因素作用顯著性明顯,特別是鏡頭高具有明顯的顯著性,次要影響因素是速度,然后是功率。但三因素具有交互作用,三因素同時作用時顯著性不明顯[12]。所以采用二因素完全隨機等重復試驗方法設計試驗[13]。此次研究是制作拼花地板的前期研究工作,根據前期研究基礎[12],功率達到 78 W 時燒灼程度較大,為不影響拼花地板的藝術效果,燒灼程度不宜過大,同時根據優先數系的選擇規律,選擇激光功率( 因素 A) 的水平 A. 為 13 W、A. 為41. 6 W、A. 為 65 W 作為最大功率,為了減小起止位置激光頭運行加速度造成速度不均勻的影響,選擇對應水平的最小功率分別為 6. 5、26、39 W。鏡頭高過小或者過大,除了燒灼現象顯著,縫深和縫寬變化也非常顯著,而且鏡頭高過小,產生的煙霧會在沒有來得及被抽風機抽走的時候對鏡頭產生一定的污染。同時需保證后續數據處理中方差分析所需的自由度數目限制,所以鏡頭高( B) B1,B2,B3,…,B16分別取值為 3. 5,4. 0,4. 5,…,11 mm。
2.結果與分析
2.1 試驗初步分析
在測量中發現,即使是同一條切縫,縫深也有差別,通常在 1 mm 以內,個別的差值達到 2 mm( 按粗大誤差剔除) 。經過仔細觀察運行時的切割狀態,認為這是由于機器部件在啟動和停止時不可能驟停驟止,由于加速度的存在,使激光管在運行過程中的切割速度并不是絕對勻速的,特別是當切縫較短、切割速度較快時,縫深不均勻現象更明顯。另外,啟動處縫深較大,停止處縫深較小,說明在Smart Carve 4. 3 中設置加工路徑對切割狀態也有影響。因此,切割切縫時注意不要太靠近兩端。切縫首末兩端有時有被切透的小孔,加大最大功率和最小功率的差值會減少這種現象,但最大功率和最小功率差值不宜超過 20% ,通常取 10% 左右為宜,否則會加大縫深不均勻現象,對激光管壽命產生一定程度的影響。
在體視顯微鏡下觀察和測量的縫寬和縫深狀態見圖 1。縫寬邊緣有燒灼現象,縫深一般呈 V 形,鏡頭高為 7 mm 左右時縫寬上下差別小,而鏡頭高過大或者過小會使切縫的 V 形非常明顯,縫寬也增加,炭化現象明顯。此次研究只討論鏡頭高和功率對縫深的影響,對其他因素的影響忽略。
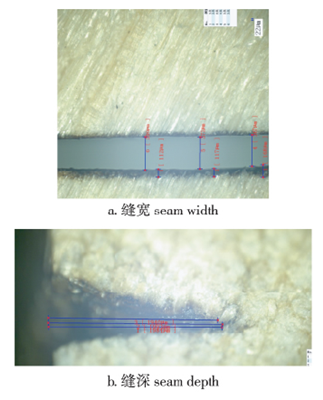
圖 1 切割試樣狀態
2.2 試驗數據處理及方差分析
由于影響激光切割樟子松的主要因素是鏡頭高,所以應該先確定合適的鏡頭高,為突出顯著性,選擇鏡頭高和功率作為二因素。因此,令速度一定( 由于此次研究目標是制作拼花地板,需要達到一定的切割深度,因此取切割速度 v = 100 mm/s) ,改變鏡頭高和激光功率,建立二因素完全隨機等重復試驗模型[13]。激光功率、鏡頭高交互作用對縫深的影響見表 1。
對表 1 中數據進行方差分析,結果見表 2。
表 1 鏡頭高和激光功率二因素作用對切割樟子松縫深的影響
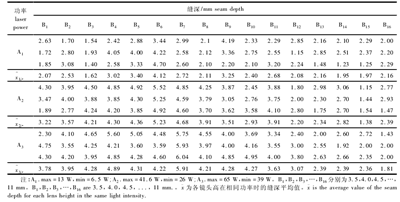
表 2 不同鏡頭高、功率作用下的縫深方差分析
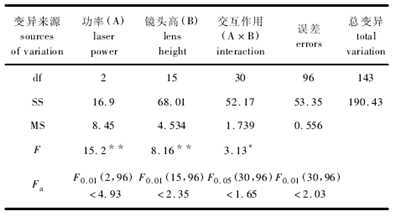
從表 2 可以看出,功率和鏡頭高對縫深的影響均為極顯著,鏡頭高比功率對縫深影響程度大,鏡頭高和功率二者交互作用顯著,但交互作用的影響程度比單一因素的影響程度小,所以在確定切割參數時,應該固定某一因素,然后調整另一個因素,如從此次試驗看,應該先確定合理的鏡頭高范圍,然后確定合理的功率范圍。
由于鏡頭高、功率以及它們的交互作用均顯著,可采用 SSR 法進一步處理,其多重比較結果表明鏡頭高與功率的交互作用為 A3B7( 即功率取65W,鏡頭高取 6. 5 mm ) ,或者 A2B6( 即功率取41. 6 W,鏡頭高取 6 mm) 時,較為合適,可得最大切割縫深為 4. 5 ~ 6 mm。這與一些研究者得出鏡頭高為 2、5 mm 或 者 7. 5 mm 合 適 的 結 論 不同[14 - 16],筆者認為這是由于試驗條件的不同所致,這也體現了激光切割木材的復雜性[17]。
3.結語
1) 功率和鏡頭高對縫深的影響均極為顯著,鏡頭高比功率對縫深影響程度大,鏡頭高和功率交互作用顯著,但交互作用的影響程度比單一因素影響程度小。
2) 在速度 100 mm / s 時,確定切割縫深合理的參數是功率 41. 6 W、鏡頭高 6 mm,或者功率 65 W、鏡頭高 6. 5 mm,切割縫深可達 4. 5 ~ 6 mm。由于各種木材性能的差異和各種參數的交互作用比較復雜,尚需進行進一步的研究。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

