


電火花成型電極磨損規(guī)律與電極修整技術(shù)的研究與應(yīng)用
2017-3-31 來源:河南工業(yè)職業(yè)技術(shù)學院 作者:熊毅,鄧曉
摘要: 針對電火花精加工過程中電極損耗而影響零件加工精度的問題,分析了電極損耗機理,建立了基于電子流能量傳遞的損耗模型,推導了損耗量的計算公式; 建立了基于幾何特征的電極損耗模型,得到了曲面電極損耗規(guī)律及損耗后的電極形態(tài)。根據(jù)基于幾何特征的電極損耗模型,利用反成型在位修整技術(shù),設(shè)計了電極修整工藝裝備,并利用電極修整塊對電極進行修整,提高了零件的加工精度,取得了良好的經(jīng)濟效益。
關(guān)鍵詞: 電火花; 電極損耗模型; 電子流; 幾何特征; 反成型技術(shù)
0 引言
電火花加工窄槽時,工具電極受截面尺寸小、容易變形、不易散熱和排屑困難等因素的影響,導致電極損耗加劇,從而影響零件的加工精度。20 世紀 60年代初電解加工在深孔、長鍵槽中開始得到應(yīng)用[1],但難以保證很高的尺寸精度及形狀精度; 而微細電火花線切割只適合加工通槽[2]。文武等人[3]利用基于灰色理論分析了主要電參數(shù)對加工指標的影響關(guān)聯(lián)程度,并對參數(shù)進行優(yōu)化,以減少電極損耗,提高加工精度。儲召良等人4]研究發(fā)現(xiàn),通過提高加工過程中的抬刀速度能提高加工性能,降低電極損耗。上述文獻在損耗方面做了大量的工作,研究了影響損耗的主要因素及其與損耗量的定性、定量關(guān)系,但如何對電極損耗后的快速修正或補償研究較少。本文嘗試從電極損耗機理出發(fā),建立電極損耗模型,探索電極損耗規(guī)律,并利用反成型在位修整技術(shù),解決實際生產(chǎn)中電極損耗后的修正問題。
1 窄槽零件的工藝分析及電極拆分
圖 1 所示為某注塑模具中的鑲塊,共 8 件,該鑲塊上有多處窄槽,槽底為尖角,無法用傳統(tǒng)切削方法加工,宜采用電火花加工。該鑲塊中最窄槽的寬度僅為1. 33mm,深度為 5. 11mm,電火花加工時電極容易磨損,從而影響鑲塊的加工精度。設(shè)計電極時,受零件結(jié)構(gòu)限制,制作整體電極困難,需要拆分為多個電極。經(jīng)分析,圖 1 中 A ~ G 的部位需要電極加工,其中 C、G處形狀尺寸基本一致,僅槽寬不同,可共用一個電極。拆分完成的電極結(jié)構(gòu)如圖 2 所示,電極名稱與圖 1 中各部位一一對應(yīng)。
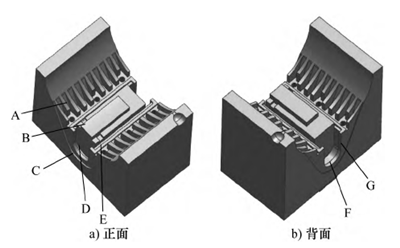
圖 1 模具型腔鑲塊
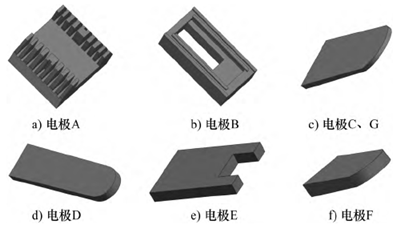
圖 2 電極結(jié)構(gòu)
2. 電極損耗模型
2. 1 工具電極損耗機理
電火花放電加工時,放電通道中帶電微粒受到放電時的電磁力和周圍液體介質(zhì)的壓縮,截面變小,通道中的電流密度迅速增大,可達 104~ 107A / cm2。由于介質(zhì)中的離子與電子的數(shù)量相當,因此,該放電通道呈中性且是電的良導體。在極間電場作用下,正離子與電子分別高速向陰極和陽極運動并發(fā)生劇烈碰撞,從而在放電通道中產(chǎn)生大量的熱量; 與此同時,放電通道兩端的陽極和陰極表面分別受到電子流和離子流的高速沖擊,動能轉(zhuǎn)換為熱能,使整個放電通道形成一個瞬時熱源,其溫度可達 10 000℃左右,足以將電極和工件材料表面局部熔化和氣化蒸發(fā)。由于這一過程一般只有 10- 7~ 10- 4s,因此金屬的熔化、氣化都具有類似爆炸的特性,爆炸力將熔化和氣化的金屬拋入周圍的工作液。這一過程不斷重復,從而使被加工表面形成預(yù)定的形狀。而這一過程也會使電極的形狀受到劇烈的沖擊而損耗[5-8]。
2. 2 基于電子流能量傳遞的工具電極損耗模型
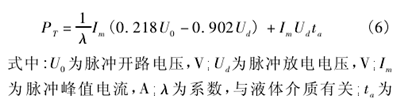
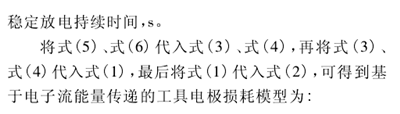
由電火花放電加工機理可知,在極間火花放電初期幾百納秒時間內(nèi)產(chǎn)生的電流主要是電子流[9],正極主要受電子流的轟擊,由此可認為,工具電極損耗量與放電初期時間內(nèi)傳遞到工具的能量有關(guān)。與此同時,一部分熔化、氣化的金屬和油性液體介質(zhì)裂變產(chǎn)物( 主要為碳黑) 涂覆在工具表面形成的積碳層,對工具電極損耗起到補償作用。單個脈沖放電引起的實際工具電極損耗量可表示為:
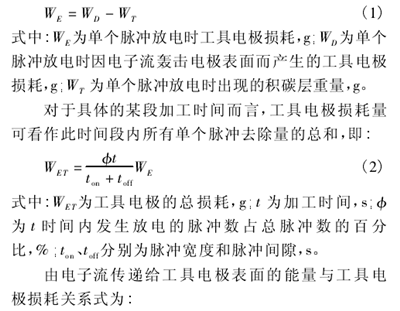
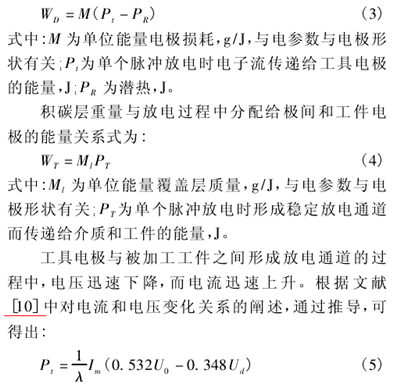
對于截面簡單、損耗一致的電極,根據(jù)式( 7) 和截面面積,可計算出電極長度方向的近似損耗。而對于截面復雜,帶曲面特征的電極,由于損耗的不均勻性,式( 7) 不能解決曲面各點的損耗情況。
2. 3 基于幾何特征的曲面電極損耗模型
由電火花放電加工理論表明,放電表面形貌的變化會造成電場強度的非均勻分布,而引起放電位置的非均均分布,這就直接導致了電極不同位置的損耗量也隨之不同[11-12]。通過建立電極表面各點損耗和該點曲率之間的關(guān)系,以曲率為基礎(chǔ)直接推算該處電極的損耗,可實現(xiàn)曲面電極的損耗預(yù)測。根據(jù)文獻[13],電極表面任一微小區(qū)域的電場強度 E0和該區(qū)域的平均曲率 H 呈正比例關(guān)系,即 H 越大則該點的電場強度 E0也越大,越易產(chǎn)生火花放電,從而使該處的電極損耗量也越大。
由于電極損耗量的影響因素非常復雜,其大小與加工深度 h 及該點的曲率 kp等因素有關(guān),為了簡化計算,損耗系數(shù)可表示為:
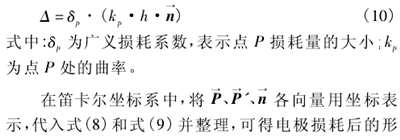
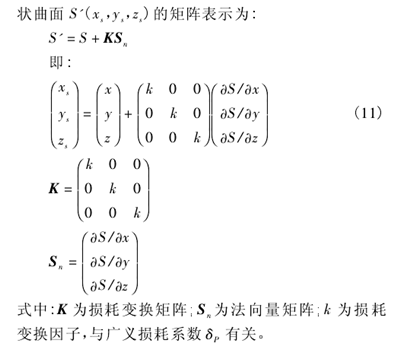
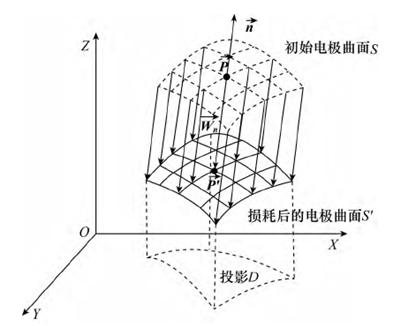
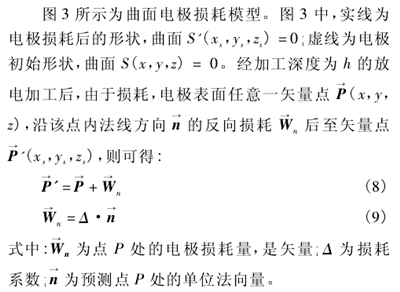
圖 3 曲面電極損耗模型
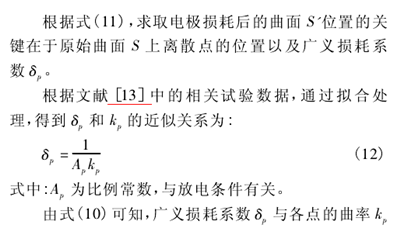
成反比例關(guān)系。根據(jù)式( 11) 和式( 12) 可知,曲面上曲率越大的部位,其損耗量越大。
3. 電極損耗后的修整技術(shù)及其應(yīng)用
電極修正主要有兩個方向,一是對損耗部位進行補償,二是根據(jù)損耗規(guī)律,對電極損耗部位進行修正。目前的電極損耗補償方法按是否為在線補償可大致分為兩大類[13]: 基于模型預(yù)測的電極損耗補償方法以及基于加工狀態(tài)監(jiān)測的電極損耗補償方法。前者主要是在加工之前,根據(jù)電極損耗模型預(yù)測電極損耗,以預(yù)估的電極損耗結(jié)果為基準對電極實施補償[14-16]。顯然,這類補償方法效果好壞取決于電極損耗模型是否精確,存在一定的局限性。后者通過實施在線補償,補償指令是在加工過程中實時生成的[17-19],補償精確,但需要中斷加工,補償電極損耗,占用了加工時間,從而影響加工效率。本文采用第二種方法進行電極損耗補償。
3.1 反成型修整技術(shù)及工藝
根據(jù)文獻[9],采用在位修整,避免電極重新找正,其原理如下: 電極需要修正時,暫停本次加工; 電極保留在主軸上,用相應(yīng)的方法修整。若采用離線修整的方式( 即將損耗后的電極從主軸上卸下) 進行修整,容易產(chǎn)生二次安裝誤差,影響電極重定位精度。而在位修整不需要拆卸電極,故修整精度更高。圖 4 所示為反成型原理,初始狀態(tài)時,電極為待修整的電極,將其定位至工件的上方。此時,將待修整電極與工件的極性按正常放電時反置,電極不動,由工件向待修整電極進給,見圖 4a。按放電蝕除規(guī)律,待修整電極端部損耗將大于工件損耗; 平均曲率越大( 電極中部) ,損耗越大,最終蝕除部分電極,形成修整后的電極,從而達到修整電極的目的。
利用反成型技術(shù)原理,并做適當改進,修整電極時,選擇相應(yīng)的極性,用修整塊作為工具電極,待修整電極作為工件,由于實際機床的工作臺不能向工件主軸進給,故仍使用待修整電極向工件進給,電極修整工藝示意圖如圖 5 所示。加工前,將待修整電極移動到基準棒的上方,測量電極 Z 向的位置; 加工型腔時,采用負極性加工,并記住加工位置的 X、Y 坐標值,保持待修整電極與主軸頭的位置關(guān)系,待修整電極損耗后,移動該電極到修整塊上方,并定位; 根據(jù)式( 13) 計算電極損耗量,依據(jù)損耗量設(shè)定放電深度; 將極性更換為正極性加工,待修整電極向修整塊進給,修整電極; 修整電極完畢后將修整后電極移動到基準棒的上方,測量電極長度變化,以補償電極修整量; 然后將修整后電極移動到加工位置的 X、Y 坐標上,并補償電極長度,再進行放電加工。
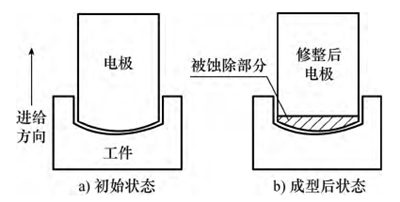
圖 4 反成型技術(shù)原理
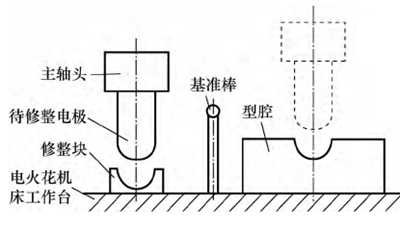
圖 5 電極修整工藝示意圖
3.2 電極及修整塊的結(jié)構(gòu)設(shè)計
為了減少電極數(shù)量,保證精加工電極的重復利用,當電極損耗后,利用電極損耗模型,計算損耗量,用反成型在位修整技術(shù)進行修整。圖 1 所示的零件在電極精加工前,必須滿足: 粗加工后留下的底部余量小于 0.5mm,側(cè)面余量小于0.1mm。故第一次精加工后電極的側(cè)面損耗很小,可以忽略。圖 6 所示為圖 2 中電極 F 的修整示意圖。
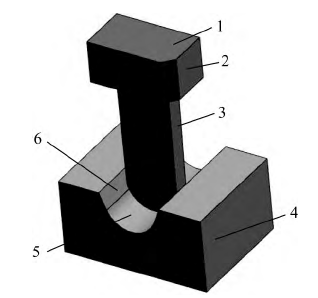
圖 6 電極
F 的修整示意圖. 電極 2. 電極基準 3. 電極工藝補充 4. 修整塊5. 徑向補充面 6. 斜面補充面加工電極 F 前,電極基準 2 用于找正和定位; 3 為電極工藝補充,當電極需要多次整修時,保證軸向有足夠的余量; 考慮到在修整電極時,修整塊有少量損耗,5 為修整塊上的徑向工藝補充面,保證每次用修整塊不同的區(qū)域修整,提高修整精度; 6 為斜面工藝補充,該斜面與電極上對應(yīng)的斜面相比,斜度一致,面積增大,保證每次整修時都能修整到斜面。其余幾個電極采用同樣的方法進行修整,使單個電極通過幾次修整,完成了圖 1 中零件的加工,并且保證了加工質(zhì)量,節(jié)約了電極數(shù)量,取得了明顯的經(jīng)濟效益。
4 結(jié)語
本文根據(jù)電火花電極損耗機理,研究了電極損耗模型,并提出了反成型在位電極修整技術(shù)。通過基于電子流能量傳遞預(yù)測了電極的損耗量; 通過電場強度與電極曲率成正比例的理論,針對曲面,建立了基于幾何特征的曲面電極損耗模型,解決了曲面電極損耗的準確求解; 利用上述理論,對電極損耗采用反成型在位修整技術(shù),完成了零件的加工,取得了明顯的成效。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)