


提高大型數控旋壓機加工精度的調試方法及研究
2018-2-1 來源:北京航空制造工程研究所 作者:王海濤 李初曄 關大力
摘 要: 針對自主研發(fā)的大型旋壓機,裝配完成后,通過調試過程以及對調試方法的研究,積累了大量機械、工藝、電氣和液壓等方面的經驗,優(yōu)化了加工工藝和控制參數,提高了機床的加工精度和穩(wěn)定性,效果顯著。
關鍵詞: 大型數控裝備; 調試; 加工精度; 參數
大型數控裝備與國家的重大戰(zhàn)略息息相關,是制造產業(yè)鏈中關鍵的基礎裝備,從一定程度上體現了一個國家前沿的制造能力和制造水平,是國民經濟和國防安全的重要保障,同時也是我國實現工業(yè)化振興的重要支撐。
大型立式數控強力旋壓機作為大型數控裝備的一個代表,是國內首臺具有完全自主知識產權的大型專用裝備,填補了我國在該類裝備領域的戰(zhàn)略空白,達到了國際先進水平,打破了國外相關加工技術的封鎖局面,滿足了我國航天領域回轉體大型關鍵件的旋壓成型加工,為我國軍工行業(yè)提供了強有力的技術支持。
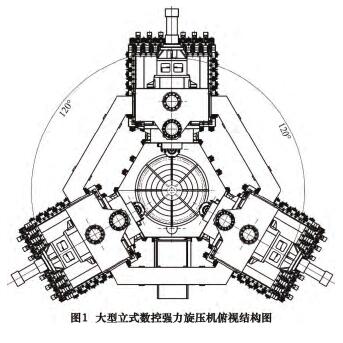
該數控裝備為三旋輪 120°均布的封閉式框架結構( 如圖 1 所示) ,總重量達 600 余噸,整體高度 17 000mm 左右,占地面積約 25 000 mm × 23 500 mm,單旋輪最大推力可達 1 000 k N。因此,大型立式強力旋壓機具有受力結構合理、噸位重、外形大、負載高以及工作狀態(tài)復雜等特點。
大型立式數控強力旋壓機裝配完成后,根據用戶需求,隨后展開一系列的調試工作。由于該大型數控裝備為國內首臺,而且對加工精度要求較高,另外,各部件的功能結構、液壓冷卻潤滑系統(tǒng)和控制系統(tǒng)相對都很復雜,目前國內尚無該方面的調試經驗可以借鑒,加之該裝備擔負著重要的國防生產任務,因而,調試工作面臨前所未有的挑戰(zhàn)。
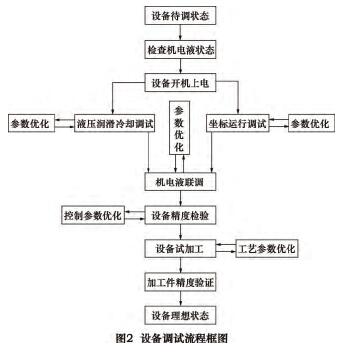
為了使該裝備盡快在最短時間內發(fā)揮應有的作用,滿足生產的需要,針對試運行和加工過程中出現的影響設備運行和加工精度的問題,進行相應的研究和調試,并予以解決。1 調試流程簡述通過分析大型立式數控強力旋壓機的結構特點、功能屬性、工藝要求和技術參數等實際情況,在充分論證的基礎上,制定 了調試的具 體方 案流程,如圖 2所示
。
由流程框圖可以看出,整個設備的主要調試工作和順序都已經逐一列出。接下來,參照流程框圖,著手開始設備的調試工作,為提高調試的效率,有些調試工作可穿插進行,針對調試過程中出現的實際問題和情況,在一定范圍內,可以進行適當的調整。根據調試現場的環(huán)境和條件,結合設備的實際,將調試過程大概劃分成以下幾個部分:
1. 1 準備工作
在調試工作展開之前,首先對設備周邊清理干凈,檢查機床所有墊塊是否都已受力,如有松動,務必進行調整使其著力。然后對機電液及附件進行全面的自查自檢,對于能夠進行檢測的項目,比如工作臺的水平、立柱和滑枕導軌面的垂直和水平等,都必須復檢并進行記錄。
再者,在設備通電前,要嚴格檢查所有接電位置是否正確可靠,接地是否良好,如沒有問題方可送電。另外,還要檢查確認液壓、潤滑油以及冷卻水的容量等情況。
1. 2 基本動作和功能的調試
包括機械、液壓、電氣以及冷卻潤滑等。這期間,逐一對動作和功能進行調試,以下僅列出幾項,用以說明:
( 1) 檢查主軸電動機的正反相,如果接反,需及時調整,類似的工作還包括油泵和水泵等電動機。
( 2) 檢查操作面板各按鍵是否完好靈敏,數據傳輸接口是否完好。
( 3) 檢查數控系統(tǒng)與設備之間的數據傳輸功能。
整臺設備需要調試的動作和功能非常繁雜,其中很多項的調試都需要反復多次進行,對調試的情況和結果,也都需仔細觀察和檢測。對于出現的特殊問題,在研究和論證后進行調試,直至符合使用要求。
1. 3 機電液的聯(lián)合調試
該項工作是一個系統(tǒng)性的“工程”,是整個調試工作的關鍵。主要目的就是為設備的整體運行、加工可靠以及穩(wěn)定的協(xié)同聯(lián)動,提供堅實的基礎和保障,成功與否,最終決定該設備研發(fā)的成敗。
1. 4 加工調試
包括試加工和實際加工兩個階段,是對設備加工精度、運行穩(wěn)定性和可靠性的提高和完善。
2 、問題的提出
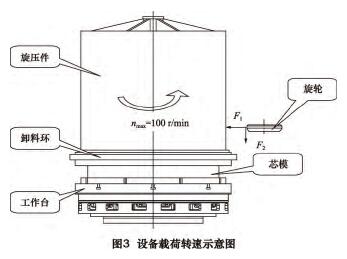
大型立式數控強力旋壓機的液壓潤滑冷卻調試、坐標運行調試和機電液聯(lián)調等前期調試工作,為旋壓加工生產提供了堅實的基礎和保證。對工件進行旋壓加工時,旋輪徑向推力 F1最大可達 1 000 k N,縱向推力 F2最大為 700 k N,工作臺最高轉速 n 能達到 100 r/min,如圖 3 所示。因此,旋壓工件的過程對設備加工能力帶來了嚴峻的考驗和檢驗,特別是對高強度鋼和超高強度鋼的旋壓加工,尤為突出。
在加工過程中,由于受機械、控制、工藝、液壓等綜合因素的影響,設備加工運行中出現了一些問題,主要
表現如下:
( 1) 旋壓過程中產生振動,影響工件外觀質量。
( 2) 縱向導軌有“爬行”現象。
( 3) 連續(xù)旋壓時,后面工件比前件壁厚偏薄。
( 4) 主軸回油時,有跳閘現象發(fā)生。
( 5) 其他原因。
3 、分析解決
針對上節(jié)在旋壓加工中出現的 4 類重要問題,分別經過有針對性的分析、研究和論證,找出問題發(fā)生的主要原因,并提出解決問題的針對性措施。
( 1) 振動的發(fā)生,不但影響產品的外觀質量,長時間的反復振動,也會影響設備的連接剛性,降低機床的加工穩(wěn)定性和可靠性,降低加工精度。導致振動產生的因素比較復雜,在旋壓過程中,通過反復多次對相關參數數值進行實時監(jiān)測,觀察和記錄振動發(fā)生的坐標位置、旋壓力大小的變化、工藝參數等數值,結合加工后的旋壓件壁厚和直徑的測量結果、表面振紋和外觀質量的實際,梳理出導致振動的原因,對機床進行調試,情況如下所述:
①原因一: 三旋輪旋推力不平衡,偏載較大。受加工工藝的影響,橫向推力偏載量在旋壓過程中有時超過了平均值的 20% ,該載荷改變了受力平衡狀態(tài),進而引發(fā)振動。參照旋壓工藝壓下量參數,結合旋壓加工過程,通過實時監(jiān)控系統(tǒng),對旋壓力( 控制系統(tǒng)通過采集壓力傳感器反饋數據) 進行調整,使得三旋輪旋壓推力差在 5 k N 以內,精旋時更小。
②原因二: 芯模緊固差,旋壓時整體剛性不足。該情況導致工作臺回轉時,徑跳方向和大小發(fā)生不斷的變動,也是引起振動的重要原因之一。改進現有芯模的固定方式,周邊增加連接固定件,既能增強芯模的整體剛性,又能方便快捷地調整芯模徑向跳動,在很大程度上可以使振動得到減小。
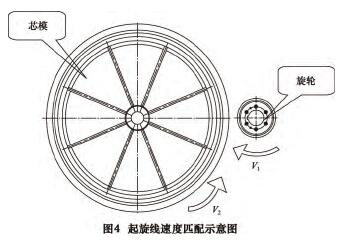
③原因三: 旋輪切入工件時線速度不匹配。增加和實時采集旋輪的測速功能,保證旋輪線速度 v1和工件線速度 v2的合理匹配( v1≈v2) ,如圖 4 所示,以減小旋輪與工件瞬接觸時的沖擊載荷,減小或消除由該因素導致的振動。
④原因四: 加工工藝參數不合理。不合理的工藝參數,也會導致旋壓時的振動,不僅影響工件的加工精度,也對設備造成損害。
由于該機床是國內首臺最大的立式旋壓裝備,工藝都是全新的,對于該結構類型機床的加工工藝參數的制定,需要經過多次的摸索才能逐步趨于合理。因此,根據工件的材料、尺寸等條件,對加工工藝參數進行相應的調整,也有利于減小和改善振動情況。
( 2) 爬行的發(fā)生,往往影響設備的加工精度、表面粗糙度和定位精度,也是振動產生的原因之一,是重型機床和精密機床必須解決的問題。該設備導軌為帶潤滑的滑動導軌,經檢查,是由于潤滑系統(tǒng)供油不穩(wěn)定造成的,潤滑系統(tǒng)是設備正常運行必需的重要條件之一,當發(fā)生故障時,就會導致潤滑狀態(tài)不穩(wěn)定,特別是潤滑不足時,導軌出現爬行現象,從而影響機床加工工件表面質量。
通過優(yōu)化潤滑系統(tǒng)的管路和布置方式,并增加了潤滑量進出的檢測和調整功能,使得整個導軌潤滑形成一個實時監(jiān)控和反饋的封閉系統(tǒng),確保了潤滑的合理性和準確性,消除了由此引發(fā)的“爬行”問題。
( 3) 經對旋壓加工的分析,主要原因是芯模發(fā)熱膨脹所致。
根據測量的結果,對數據進行分析,通過加工程序參數,做出相應的補償。再者,可以適當增大旋壓時的冷卻量,以減小芯模的膨脹量,減小壁厚差值。另外,也可以根據實際情況,調整加工工藝或生產節(jié)拍,最大限度地提高工件壁厚差的精度。
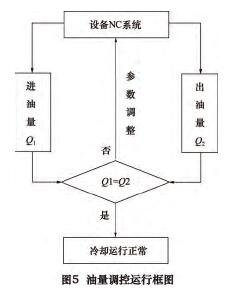
( 4) 通過觀察,主要原因是主軸冷卻油的輸入量Q1和輸出量 Q2不匹配,造成循環(huán)過程的不平衡,使得回油泵超負荷運行,積累到一定程度,便發(fā)生跳閘現象。
通過計算和核對設備所需冷卻油的流量,對回油油路的布置進行改進和優(yōu)化,在冷卻油的進油口和回油口增加流量傳感器,通過數控系統(tǒng)對流量進行實時監(jiān)測,如圖 5 所示,并根據實際情況,調整進出油口的冷卻量,既準確量化了冷卻量,又避免了故障的發(fā)生。
( 5) 至于其他影響設備振動的原因,從機床的數控系統(tǒng)方面做一個簡述。該設備的數控系統(tǒng)屬于包括電流環(huán)、速度環(huán)、位置環(huán)三環(huán)節(jié)的一個控制系統(tǒng)。例如,當改變位置環(huán)增益時,可以相應改變系統(tǒng)的固有頻率,進而使得系統(tǒng)的響應速度發(fā)生變化。通過優(yōu)化和調試系統(tǒng)伺服參數,使其處于最佳狀態(tài),避免系統(tǒng)振蕩發(fā)生,保持系統(tǒng)的穩(wěn)定,提高系統(tǒng)的控制精度,同時,配合機械上的一些調試調整,也可減小和改善機床的振動情況。
通過以上調試工作的有序實施,熟悉并掌握了大型數控裝備調試的流程和方法,對研制開發(fā)該類型重大裝備,積累了大量一手的資料和經驗,與此同時,也進一步提升了大型數控強力旋壓機的加工穩(wěn)定性和可靠性,滿足了生產的要求。
4 、結語
通過大型立式數控強力旋壓機的調試工作,有以下幾點啟發(fā):
( 1) 大型數控裝備在設計、制造、管理等方面和國外的先進水平還存在著較大的差距,我們需要通過自己的努力,在學習和借鑒國外先進技術的基礎上,不斷探索和積累裝配、調試、工藝等方面經驗,以此反過來促進設計和制造水平,逐步縮小和國外的差距。
( 2) 國內大型數控裝備所取得的成果,很多都是通過引進、消化、吸收后的再設計、再制造,如果我們在這個過程中不能有新的感悟和創(chuàng)新,就很難達到或趕超國際先進水平。因此,通過對設備進行調試,對調試過程中機電液所出現的問題進行綜合分析研究,從根本上促進對大型裝備研制綜合專業(yè)水平的提升。
( 3) 大型數控裝備的創(chuàng)新研發(fā),不能一蹴而就,了解和把握自身的強項,正視國外先進技術的現狀,找出突破口,在設計、制造和調試等工作中穩(wěn)中求升。
( 4) 本文僅僅針對大型立式數控強力旋壓機在調試過程中出現的問題進行分析、研究和解決,完全可以以點帶面,借鑒和應用于其他大型數控裝備的調試工作,提高大型裝備的調試水平。大型數控裝備的調試工作,是一項綜合性、系統(tǒng)性和實踐性的重要工作,本文所提出的方法雖然只是針對大型立式數控強力旋壓機,但是對于該類型和其他類型的大型數控裝備的調試工作,具有一定的借鑒和指導作用,也希望通過本文,起到拋磚引玉的效用,對于以后國內各行業(yè)所開發(fā)的新型的、填補國內空白的大型數控裝備,能夠在調試、裝配、改進完善等各類工作上,作深入細致的研究,總結出更多更好的方式方法和實踐經驗,提高我國重大裝備的創(chuàng)新力和國際市場的競爭力,為國家大型數控裝備的研制工作增磚添瓦。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

