


實驗用4軸CNC 銑床的開發(fā)研究
2020-5-21 來源: 佛山科學(xué)技術(shù)學(xué)院 機電工程系 作者:官 峰
摘要:介紹了一款 4 軸實驗用 CNC 銑床的設(shè)計思想和開發(fā)過程。該設(shè)計開發(fā)的 4 軸 CNC 銑床采用單片機AT89S51 為控制系統(tǒng)主機,獨立設(shè)置分度頭為 A 軸,具有 450 mm×450 mm×631 mm 工作空間,能夠?qū)崿F(xiàn)復(fù)雜小微實驗制件的加工。該系統(tǒng)的設(shè)計不僅能夠?qū)崿F(xiàn) CNC 實驗的目的,而且能讓學(xué)生廣泛參與實踐,從而激發(fā)其創(chuàng)造活力。
關(guān)鍵詞:CNC 銑床;4 軸系統(tǒng);單片機控制
隨著 CNC 技術(shù)的出現(xiàn),不同形式的數(shù)控加工設(shè)備相繼使用在各個生產(chǎn)行業(yè),例如,CNC 車床、銑床以及 CNC 加工中心等,而且目前 CNC 技術(shù)已經(jīng)向智能化方向發(fā)展[1-2]。在這樣的形勢下,CNC 機床的設(shè)計與組裝已經(jīng)成為本科機電專業(yè)學(xué)生的重要實踐課程。通過設(shè)計與組裝,學(xué)生不僅可以掌握 CNC 設(shè)備的工作原理、系統(tǒng)結(jié)構(gòu)、關(guān)鍵零部件及其生產(chǎn)工藝過程[3],而且可以認(rèn)知數(shù)控系統(tǒng)改造等企業(yè)常見技術(shù)改造工作的內(nèi)涵以及數(shù)控設(shè)備故障排除的過程[4-5]。
目前,很多學(xué)校和教學(xué)實驗設(shè)備企業(yè)都開展了實驗教學(xué)用 CNC 設(shè)備的設(shè)計制造,收到了很好的效果。文獻[6]介紹了實驗教學(xué)用數(shù)控雕銑實驗機的研制,文獻[7]探討了實驗教學(xué)用數(shù)控銑床與機械手模型的設(shè)計與控制,文獻[8]介紹了實驗教學(xué)用數(shù)控車床的研制與應(yīng)用,文獻[9]介紹了實驗教學(xué)用數(shù)控車床的改造。
鑒于不同學(xué)校在專業(yè)設(shè)置的目的和教學(xué)內(nèi)容各有特點,教學(xué)實踐的重點各異,一般高校都自行采用根據(jù)教學(xué)大綱的要求來設(shè)計的相應(yīng)教學(xué)實踐設(shè)備配置[10]。本研究開發(fā)一款實驗教學(xué)用 4 軸 CNC 銑床,下面介紹該銑床的基本結(jié)構(gòu)及其設(shè)計過程。
1 、機床結(jié)構(gòu)設(shè)計
1.1 機床尺寸選定
實驗教學(xué)用設(shè)備一般都需要考慮減少占用實驗場地的要求。因此本研究采用微型結(jié)構(gòu),設(shè)定床身尺寸(長×寬×高)為 450 mm×450 mm×631 mm。
1.2 機床布局方式
一般情況小型立式數(shù)控銑床大多采用平臺移動、升降以及主軸轉(zhuǎn)動方式,主要有如圖 1 所示的 3種布局方式可以選擇。
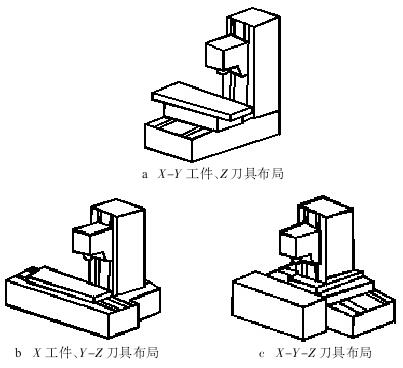
圖 1 微型銑床的 3 種立式布局
1.3 機床布局方式選定
經(jīng)過對 3 種機床布局方式比對,本研究選用圖 1a 的布局方式。4 個運動軸分別為 X、Y、Z 這 3 個方向的運動,外加一個分度頭作為 A 軸。各運動軸的具體參數(shù)如下所述。
(1)X 方向行程。X 方向行程為 210 mm。
(2)Y 方向行程。Y 方向行程為 210 mm。
(3)Z 方向行程。Z 方向行程為 110 mm。
(4)分度頭 A 軸轉(zhuǎn)角。分度頭 A 軸轉(zhuǎn)角為 0~360°。
(5)工作臺的工作面積。工作臺的工作面積為 220 mm×125 mm。
(6)機床底座面積。機床底座面積為 450 mm×450 mm。
(7)平均切削力。平均切削力為 500 N。
(8)快進進給速度。快進進給速度為 50 mm/s。
(9)主軸最高轉(zhuǎn)速。最高轉(zhuǎn)速為 10 000 r/min。
(10)定位精度。定位精度為 0.2 μm。
2、 機床總體設(shè)計
根據(jù)設(shè)計要求與參數(shù),確定采用 3 坐標(biāo)立式結(jié)構(gòu)布局,水平面設(shè)置為 X、Y 軸二維工作臺和垂直方向的 Z 軸工作臺,主軸電機固定安裝在 Z 軸上,分度頭安置在 X 軸方向運動機構(gòu)平臺上。主要部件包括機床底座,橫向溜板,X、Y、Z 方向進給步進電動機,工作臺、機床床身以及分度頭(A 軸)。其中 X-Y-Z運動平臺的機械部分主要包括滾珠絲桿副、直線導(dǎo)軌、聯(lián)軸器和工作臺面。關(guān)鍵零部件為滾珠絲桿、聯(lián)軸器、滾動直線導(dǎo)軌以及步進電動機。機床裝配三維示意如圖 2 所示。
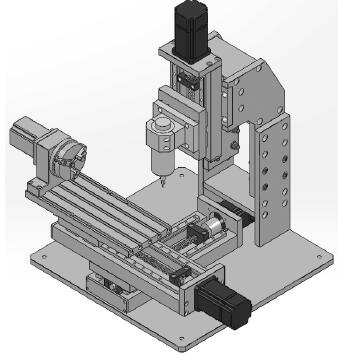
圖 2 裝配體三維示意
實驗教學(xué)用 CNC 旨在向?qū)W生展示 CNC 的工作與切削原理。因此機床的關(guān)鍵零部件及其總成關(guān)系必須清晰,并且要能展示實驗教學(xué)所需的各個內(nèi)容。由此可知,機床的主軸、導(dǎo)軌、分度頭以及刀具需要考慮。考慮到實驗教學(xué)的特點,控制成本的因素也是很重要的方面。因此宜盡量采用國內(nèi)一些成熟套件組裝以減少投入及開發(fā)周期。
2.1 主軸
機床主軸的轉(zhuǎn)速和抖動影響決定被加工零件的表面精度及粗糙度。為能滿足工件所需的切削速度,主軸應(yīng)具有 10 000 r/min 以上的可調(diào)轉(zhuǎn)速。從精度要求考慮,主軸的抖動幅值需要控制在 0.1 μm 以內(nèi)。機床高速電主軸是主軸機構(gòu)由內(nèi)置電動機直接驅(qū)動的新技術(shù),取消了以往機床主軸的帶輪傳動和齒輪傳動。這種機床主軸與主軸電動機相結(jié)合的傳動結(jié)構(gòu),使主軸直接成為一個獨立單元。目前的數(shù)控機床幾乎都采用電主軸作為主軸系統(tǒng),因此選擇電主軸是比較合適的。作為實驗教學(xué)用 CNC 機床的主軸既能夠反映時代的發(fā)展,又能使學(xué)生對電主軸增加了解。
2.2 導(dǎo)軌系統(tǒng)
X-Y 工作臺主要靠兩個導(dǎo)軌的縱橫運動形成作業(yè)平臺。
(1)考慮到實驗教學(xué)應(yīng)用的特點,工作臺承載的載荷不大,脈沖當(dāng)量小(δx=δy=0.01 mm/p),移動定位精度適中(vx max f=vy max f=350 mm/min)。根據(jù)這些特點,選用雙直線導(dǎo)軌加滾珠絲杠機構(gòu)。滾珠絲杠副預(yù)緊后可消除反向間隙,傳動精度高,并且滾珠絲杠已經(jīng)系列化,而且選用非常方便,有利于提高開發(fā)效率。
(2)滾珠絲桿機構(gòu)同時選用內(nèi)循環(huán)的形式,因為這樣摩擦損失小,傳動效率高,且徑向尺寸結(jié)構(gòu)緊湊,軸向剛度高。
(3)由于定位精度要求不高,調(diào)隙方式選擇為墊片調(diào)隙式,這種調(diào)隙方式裝卸方便,剛性好,而且結(jié)構(gòu)簡單。
電機是 CNC 機床工作的核心部件之一,也是控制導(dǎo)軌運動的動力源。導(dǎo)軌的直線運動是通過絲杠及螺母副把電機的旋轉(zhuǎn)運動轉(zhuǎn)換而來,電機和滾珠絲杠副配合機構(gòu)需要滿足±0.01 mm 的定位精度并能滿足 0.01 mm 的脈沖當(dāng)量。考慮到實驗教學(xué)用途,選擇混合式步進電機,降低成本,提高性價比。
2.3 聯(lián)軸器
聯(lián)軸器是用來聯(lián)接不同機構(gòu)中主動軸和從動軸并使之共同旋轉(zhuǎn)以傳遞扭矩的機械傳動件。目前有多種聯(lián)軸器可以供選擇。考慮到 CNC 的實驗教學(xué)功能,本研究選用雙螺紋線聯(lián)軸器 ML4-C28-1012,該聯(lián)軸器具有以下特點。
(1)整體加工而成,質(zhì)量輕,體積小巧。
(2)順時針和逆時針回轉(zhuǎn)特性完全相同。
(3)可以吸收振動,補償徑向、角向偏差,具有零回轉(zhuǎn)特性。
(4)免維修,具有抗油和耐腐蝕特性。
(5)具有較高的扭矩和彈性的特性。
(6)適用于步進馬達、編碼器、機床平臺、點膠機、噴涂設(shè)備、電子設(shè)備以及微電機等精密產(chǎn)業(yè)機械。
該聯(lián)軸器的額定扭矩為 3.5 N·m,最大扭矩為 7.0 N·m。聯(lián)軸器的轉(zhuǎn)矩計算公式為:

式(2)計算結(jié)果表明該選擇是合理的。
2.4 分度頭的設(shè)計
2.4.1 分度頭的組成
分度頭是 4 軸 CNC 實驗教學(xué)用銑床的一個關(guān)鍵部件,圖 3 給出了分度頭的三維模型。通過分度頭的轉(zhuǎn)動形成 A 軸。將分度頭設(shè)計為三爪卡盤形式具有普適性,既可在加工時對旋轉(zhuǎn)工件進行夾緊又可實現(xiàn)第 4 軸的運動功能。分度頭的基本結(jié)構(gòu)三爪卡盤由卡盤體、活動卡爪和卡爪以及驅(qū)動機構(gòu)組成。
2.4.2 分度頭的裝夾原理
三爪卡盤上 3 個卡爪導(dǎo)向部分的下面,有螺紋與碟形傘齒輪背面的平面螺紋相嚙合,當(dāng)用扳手通過四方孔轉(zhuǎn)動小傘齒輪時,碟形齒輪轉(zhuǎn)動,背面的平面螺紋同時帶動三個卡爪向中心靠近或退出,用以夾緊不同直徑的工件。將 3 個卡爪換上 3 個反爪,用來安裝直徑較大的工件。三爪卡盤的自行對中精確度為 0.05~0.15 mm。用三爪卡盤加工件的精度受到卡盤制造精度和使用后磨損情況的影響。三爪自定心卡盤利用 3 個螺釘,通過盤體止口端面上的螺孔,將卡盤緊固在機床法蘭上。將扳手插入任一齒輪方孔中,轉(zhuǎn)動扳手時,小齒輪帶動盤絲轉(zhuǎn)動,通過盤絲端面螺紋的轉(zhuǎn)動,帶動 3 塊卡爪同時趨進或離散。
2.5 刀具
目前市面上適合于作為微型 CNC 銑床的刀具主要是金剛石刀具,如圖 4 所示。此類刀具具有熱傳導(dǎo)好、硬度高、耐磨性好、變形量小以及切削刃鋒利等優(yōu)點。選擇此類刀具與電子主軸的選型一致,適合裝夾。
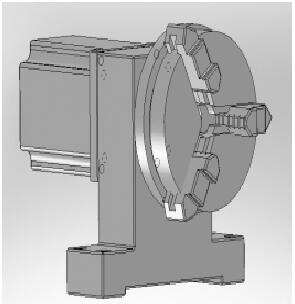
圖 3 分度頭的三維模型
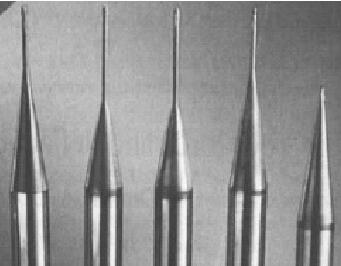
圖 4 金剛石銑刀
3 、控制系統(tǒng)設(shè)計
控制系統(tǒng)是 CNC 機床的核心技術(shù)之一。考慮到讓學(xué)生充分認(rèn)識控制系統(tǒng)的組成和原理并激發(fā)學(xué)生動手的熱情,采用選用 AT89S51 單片機作為控制系統(tǒng)的主機。AT89S51 具有 4 kb 的 Flash 存儲容量、2 個 16 位定時器、6 個中斷源、128 b 的 RAM、一個 14 位的計數(shù)器 WDT 和 32 個 I/O 口。外置的一片EPROM 存放控制程序、固定的加工程序和其他數(shù)據(jù),另選用一片 6264 RAM(8 kb)存放教學(xué)實驗加工件的數(shù)控程序及數(shù)據(jù)。由于進行了系統(tǒng)內(nèi)存擴展,為使編程地址一致,采用譯碼器 74LS138 完成譯碼,對擴展芯片進行尋址。控制系統(tǒng)的總體設(shè)計如圖 5 所示。
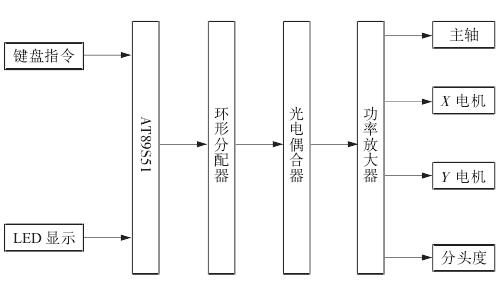
圖 5 控制系統(tǒng)作業(yè)流程示意
圖 5 中 AT89S51 單片機系統(tǒng)是數(shù)控系統(tǒng)的核心,對鍵盤輸入的命令進行識別處理后,發(fā)出系列連續(xù)脈沖通過環(huán)形分配器、光電耦合器和功率放大器,按一定的順序分配給步進電機,控制步進電動機帶動工作臺、分度頭和主軸按照指令運動,從而實現(xiàn) 4 軸運動控制。
4 、系統(tǒng)工作環(huán)境
系統(tǒng)設(shè)計組裝完成后需要進行測試與調(diào)試,主要包括幾何誤差測算、主軸運動精度檢查以及微進給運動調(diào)試等,需達到微米級切削精度的要求。經(jīng)反復(fù)測試最后形成可以使用的 CNC 銑床。銑床的實物照片如圖 6 所示。
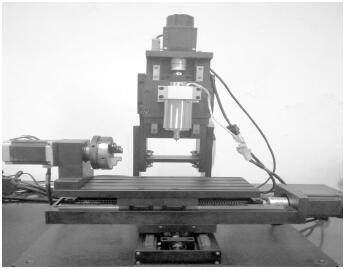
圖 6 實驗教學(xué)用 4 軸 CNC 銑床實物照片
根據(jù)實驗教學(xué)工作的需要,將系統(tǒng)工作時置于 100 級的超凈間。為了進一步減小環(huán)境溫度變化對機床熱變形的影響,室內(nèi)溫度控制精度為(25±0.5)℃。在此溫度范圍內(nèi)機床 Z 軸熱伸長量小于 0.1 μm。此外,為了提高系統(tǒng)的加工精度,最大限度地減少環(huán)境控制成本,本研究采取了對機床系統(tǒng)進行局部環(huán)境控制的措施,即在機床上加裝一個相對封閉的外罩,這樣外罩內(nèi)的局部小環(huán)境可以單獨得到更高精度的控制。對比圖 2 與 6 可知,系統(tǒng)完全符合設(shè)計要求。
5、小結(jié)
CNC 課程的實驗教學(xué)離不開 CNC 設(shè)備。雖然大型 CNC 設(shè)備是很好的選擇,但對于學(xué)校而言是資源耗散型設(shè)備。考慮成本因素,結(jié)合學(xué)生電子技術(shù)基礎(chǔ),自行設(shè)計組裝 CNC 系統(tǒng)應(yīng)用于教學(xué)實踐,無疑能綜合提高學(xué)生的多種能力,既可激發(fā)學(xué)生的創(chuàng)作熱情,又能實現(xiàn)實驗教學(xué)目的。本研究的小微CNC 數(shù)控銑床的開發(fā),就是出于這樣的考慮。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)