


汽車氣缸體鑄件缺陷防治與對策
2018-1-10 來源:哈爾濱東安汽車動力股份有限公司 作者:姜 勇
【摘 要】 汽車氣缸體和氣缸蓋是由灰口鑄鐵鑄成的多薄壁零件。發(fā)動機在工作時,由于燃料的燃燒,氣缸體和氣缸蓋在工作中承受高溫、高壓和交變載荷,以及鑄件內(nèi)部殘余內(nèi)應(yīng)力的作用,使用一段時間后或汽車使用操作不當(dāng),維護保養(yǎng)不及時,就會使氣缸體和氣缸蓋出現(xiàn)缺陷。氣缸體或氣缸蓋存在缺陷時,輕者會使汽車出現(xiàn)漏油、漏氣現(xiàn)象;嚴(yán)重時汽車不能啟動或發(fā)動機運轉(zhuǎn)無力。其常見缺陷的原因及檢修方法如下。
【關(guān)鍵詞】 汽車;氣缸體;鑄件缺陷;防治對策
鑄造零件在澆注過程中,由于各種原因容易造成砂眼、氣孔、局部疏松、夾渣、裂紋等鑄造缺陷,嚴(yán)重影響鑄件質(zhì)量。鑄造缺陷有些是外露的,可通過機械加工予以修復(fù),而有些內(nèi)部缺陷往往需要在精加工或使用過程中才能發(fā)現(xiàn),給修復(fù)造成很大困難,嚴(yán)重時還會造成廢品,給企業(yè)帶來較大的經(jīng)濟損失。鑄造缺陷產(chǎn)生的部位和嚴(yán)重程度決定了鑄件是否可以修補或直接報廢。隨著新技術(shù)、新材料的發(fā)展和應(yīng)用,對鑄件缺陷的修復(fù)又有了許多新的方法。本文主要介紹對氣缸體灰鑄鐵鑄件不同的鑄造缺陷,并提出了相關(guān)的措施。
1、汽車氣缸體鑄件缺陷分析
1.1 主軸承座孔磨損
主軸承座孔磨損的原因主要有三個方面:一是由于軸瓦與座孔配合松動;二是由于發(fā)動機發(fā)生燒瓦故障,軸瓦隨曲軸轉(zhuǎn)動造成的;三是由于氣缸體變形引起主軸承座不同心。
1.2 氣缸體裂紋
由于發(fā)動機在工作過程中過熱,如果突然遇到驟冷(如向發(fā)動機潑冷水),就會導(dǎo)致氣缸體發(fā)生裂紋。另外冬季停車后冷卻水未放凈,也會造成氣缸體凍裂。
1.3 氣缸體穿孔
氣缸體穿孔一般是由于事故引起的。例如發(fā)動機工作時,如果連桿螺栓松動或折斷、連桿折斷等,所產(chǎn)生的沖擊力也會造成氣缸體穿孔。
2、缺陷原因分析
氣缸蓋廢品比較高,其主要廢品是氣孔,占總廢品的80% 以上,缸蓋廢品氣孔產(chǎn)生的原因很多,但主要原因是缸蓋內(nèi)腔水套芯發(fā)氣量大,而且砂芯的排氣不好,缸蓋澆注時鐵液鉆通氣針。在缸蓋上部產(chǎn)生氣孔,要解決缸蓋氣孔廢品,也應(yīng)通過減少砂芯發(fā)氣和加強排氣防止鐵液鉆入通氣針。氣缸蓋鑄件滲漏缺陷部位通過解剖鑄件,利用放大鏡及電子顯微鏡等工具進(jìn)行觀察和分析,滲漏主要與砂眼、氣孔、縮松、雜質(zhì)等缺陷有關(guān)。
3、汽車氣缸體鑄件缺陷的防治措施
3.1 加強電爐熔煉的原材料質(zhì)量控制
消除一切可能提高鐵水含氮量,潛在因素加強監(jiān)控廢鋼質(zhì)量,不用銹蝕嚴(yán)重的;增碳劑實行批次檢查,嚴(yán)控增碳劑含氮量;適當(dāng)調(diào)整廢鋼配料比例,降低原鐵水中氣體含量;②減少可能增加鐵水中氫含量的途徑:對澆包實行點檢管理,保證澆包使用時干燥;各種原輔材料在存放、使用過程中保證材料的干燥;
3.2 鑄造過程的質(zhì)量控制
1)鑄造公司必須組建氣缸體產(chǎn)品開發(fā)項目組,集中力量進(jìn)行產(chǎn)品開發(fā)。按照APQP的要求開展工作。抓住鑄造工藝設(shè)計及評審、模具設(shè)計及評審、模具驗收及調(diào)試等關(guān)鍵環(huán)節(jié),為鑄件的開發(fā)成功奠定了基礎(chǔ)。2)質(zhì)量控制文件的編寫和落實。組織相關(guān)人員,分工合作。編寫了所有的質(zhì)量控制文件,在實際調(diào)試中使各部門的工作有文件作指導(dǎo),并作好記錄,出現(xiàn)問題可以追溯原因,也為文件的修訂和完善提供了依據(jù)。3)鑄件的檢驗。鑄件清理后,采用三維掃描比對的方式進(jìn)行尺寸檢查。內(nèi)腔的尺寸需要解剖后進(jìn)行掃描比對;細(xì)致的檢測采用三坐標(biāo)進(jìn)行。按照要求對鑄件進(jìn)行本體取樣和檢測,如圖1 所示。
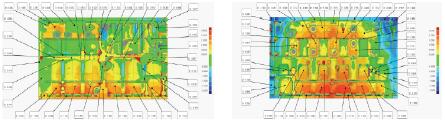
圖1 鑄件的掃描檢測
3.3 完善制芯、組芯工藝,覆膜砂高溫性能入廠檢測
鉆芯是指鐵水在澆注過程中通過砂芯配合間隙鉆入砂芯空腔或者型腔中,鐵水燒壞砂芯壁薄處,導(dǎo)致鑄件易形成澆不足、鐵包皮或氣孔缺陷,鉆芯的危害性極大,既浪費鐵液又影響生產(chǎn)。BL18T 氣缸體生產(chǎn)初期鉆芯問題嚴(yán)重時,不良率高達(dá)50% 以上,其中鉆芯廢品占廢品的80%。
1)完善制芯工藝,嚴(yán)格檢查,發(fā)現(xiàn)主體芯沾加熱棒,馬上清理,每隔20min 檢查一次。2)檢查主體芯頂桿處是否有裂紋,扔掉裂紋砂芯,把頂桿調(diào)到要求長度。3)每次新更換模具時,要求必須測量主體芯,主體芯頂桿坑深度≤ 0.6mm,要求每50 件檢查一次主體芯壁厚,主體芯壁厚≥ 6.0mm。4)主體芯模具溫度設(shè)定在280℃~ 330℃之間,砂芯固化時間120s ~ 150s,嚴(yán)防熱芯盒模具的變形。覆膜砂的高溫性能決定了砂芯在澆注條件下的狀態(tài),高溫性能不良在澆注時會變形、開裂、斷芯等,直接影響鑄件質(zhì)量與成品率。如果覆膜砂入廠只檢測常溫性能,檢測起不到有效的控制作用。通過購買高溫性能儀,對覆膜砂的高溫性能進(jìn)行檢測,制定出合適的控制范圍,每批入廠覆膜砂都對其常溫性能和高溫性能進(jìn)行檢測,同時與廠家進(jìn)行對標(biāo),統(tǒng)一操作方法,這樣能有效的控制由于砂芯引起的各種缺陷。
3.4 氣孔的改良措施
油路芯集中氣孔較多,見圖2,為了消除氣孔,先在此處安設(shè)了扁氣眼針,見圖3,雖然有助于改善氣孔問題,單效果較小,同時造成該處清理困難。后來將該處增加強筋,取消扁氣眼針,該處氣孔缺陷有名明顯的改善,同時解決了打磨困難的問題,見圖4。

圖2 油路芯氣孔
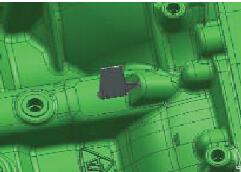
圖3 油路芯氣孔圖

圖4 油路芯氣孔
所以,排氣針在氣缸體上分布應(yīng)盡可能的合理,不是排氣針越多越好。但減少了排氣針,如何保障鑄件的排氣面積呢?我們采用了目前先進(jìn)的模具設(shè)計理念,將排氣針設(shè)置在鑄型外側(cè),把排氣引向非鑄件形成區(qū)域,將鑄件形成區(qū)域的排氣針盡可能的取消。
綜上所述,在主體芯之間增加“凸凹”配合防火槽,取消組芯工藝難度大結(jié)構(gòu)復(fù)雜鑄件主體芯之間的次級分配直澆道及其上內(nèi)澆道,可以有效解決鉆芯問題。覆膜砂的高溫性能決定了砂芯在澆注條件下的狀態(tài),直接影響鑄件質(zhì)量與成品率,必須對覆膜砂的高溫性能進(jìn)行入廠檢測并制定出合適的性能指標(biāo)控制范圍。在上箱工藝孔上安置彈性耐高溫特種墊片,既解決了型芯配合尺寸問題又有效解決工藝孔排氣問題,將鑄件形成區(qū)域的排氣針盡可能的取消,將排氣針設(shè)置在鑄型外側(cè),把排氣引向非鑄件形成區(qū)域,排氣效果頗佳。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)