


基于電極切向旋轉進給法的低剛度錐桿類零件精密電火花加工
2017-2-20 來源:上海交通大學 作者:梁統生 陳葆娟 朱力敏 顧琳
摘要: 提出了基于圓盤電極切向旋轉進給法的低剛度錐桿類零件的電火花精密加工方法。首先介紹了基于等厚損耗原則的圓盤電極設計原理,進而通過電火花加工工藝的三因素全因子實驗考察了峰值電流、脈寬、占空比對工件材料去除率(MRR)、相對電極損耗率(TWR) 和表面粗糙度(SR) 的影響, 并對電火花加工工藝參數進行優化從而應用于錐桿類零件的加工。加工出的反饋桿性能一致性高、表面質量好,加工時間短,試驗結果表明基于圓盤電極切向旋轉進給法的電火花加工工藝對提高低剛度錐桿的加工工藝的可靠性和加工效率、提高電極利用率方面有較大優勢。
關鍵詞:圓盤電極;切向旋轉進給法;低剛度錐桿;全因子實驗;電火花加工
0.引言
航天設備中的某型反饋桿,其關鍵部分為細長錐桿結構,屬于低剛度細長桿類零件。由于該型反饋桿的剛度和精度要求特別高,因此其形狀、尺寸精度和表面質量及性能一致性要求極高。通常,此類零件采用精密車削加工,通過反復加工—測量—再加工及大量生產、嚴格選配的方式來保證尺寸及性能的一致性要求,導致生產效率低下,廢品率及返修率高。對此類零件,一般機械加工容易使其受力變形,難以達到加工要求,而電火花加工是利用電火花放電產生的高溫來蝕除工件材料,加工過程中,電極和工件不直接接觸,沒有機械加工宏觀的切削力,因此適合低剛度工件及微細軸的加工[1]。最初電火花加工微細軸的方法是塊狀火花磨削法,亦稱反拷塊法,如圖1所示。
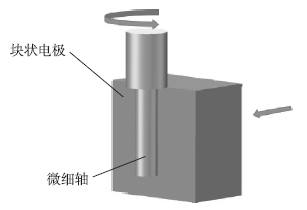
圖1 成形塊反拷法原理
該工藝方法的電極損耗不能自動補償,從而難以控制加工尺寸精度,需要反復加工—測量—再加工等較多人工干預,加工成品率很低。采用線電極磨削(WEDG) 技術,如圖2 所示,雖然可以實現高精度的加工[2-8],但WEDG加工的效率非常低,并不適于在生產中廣泛應用[9]。對此,哈爾濱工業大學的耿春明等提出了塊狀電極切向進給電火花磨削方法[10-12],既保持了成形塊反拷法的高加工效率又可實現電極損耗的自動補償。然而,利用塊狀電極切向進給法在磨削錐桿時,由于沿錐桿軸向的材料去除體積并不相同,直徑較小的前端去除量遠小于直徑較大的錐桿根部的去除量,如圖3 所示。當錐桿前端達到預定尺寸時,其根部尚有部分余量需要去除。若此時停止加工,會導致錐角偏大,因此電極塊需要繼續進給,從而增加了加工時間和電極塊的使用長度,也降低了電極利用率。針對這些問題,本文基于電極等厚度損耗原則設計了用于錐桿類零件加工的圓盤電極,并采用切向旋轉進給的方法實現3J40 材料微細錐桿的電火花精密加工,從而大大提高了電極利用率和加工效率。
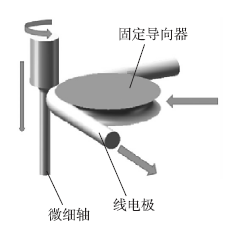
圖2 線電極磨削原理
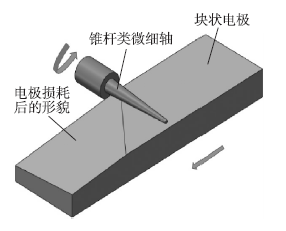
圖3 切向進給法原理
1.圓盤電極切向旋轉進給電火花加工
1.1 基于等厚度損耗理論的圓盤電極設計
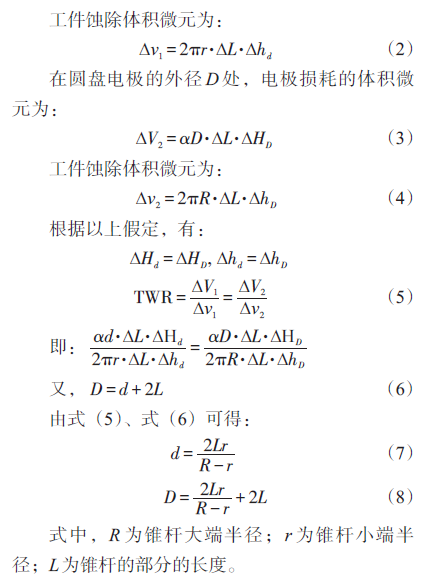
等厚度損耗是指加工時,電極沿錐桿軸線方向的平均損耗厚度ΔHm相同。假定在同一加工參數下,相對電極損耗率沿錐桿軸線不變,電極沿錐桿軸線損耗平均厚度ΔHm和工件沿軸線蝕除厚度Δh 相同。在加工完成時,圓盤電極轉過角度為α,在圓盤電極的錐頂處,直徑為d,電極損耗的體積微元為:
1.2 圓盤電極切向旋轉進給電火花加工
圓盤電極切向旋轉進給電火花加工的原理如圖4 所示,圓盤電極預先加工出所需的錐面,安裝在Z軸上,其旋轉軸線與Z軸主軸共線,并且可以繞主軸旋轉。工件夾持于R 軸并水平放置,工件軸線指向圓盤電極旋轉軸線。加工過程中,電極不旋轉并進給到指定位置,此時圓盤電極的錐面
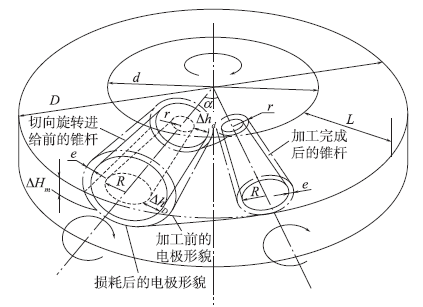
圖4 圓盤電極切向旋轉進給電火花加工原理圖
與工件最終形狀的錐面距離為放電間隙e,然后電極開始緩慢旋轉,使用未損耗的部分蝕除工件,當無放電產生時結束加工,最終獲得的形狀即為所需形貌。
2.電火花加工工藝參數探索實驗
2.1 實驗裝置
實驗在BIEM-Sodick C40 電火花成型機床上實施,工件裝夾在精密旋轉R 軸上(System 3R 公司:轉速范圍為200r/min~2000r/min),裝置如圖5所示。為了方便測量表面粗糙度,工藝參數探索實驗時,工件不旋轉;探討這種新型的加工工藝的可行性試驗時,工件旋轉。表面粗糙度用MitutoyoSJ-210 表面粗糙度儀測量;加工前后,工件清洗烘干并用量程為210g、分辨率為0.001g 的電子稱稱重。
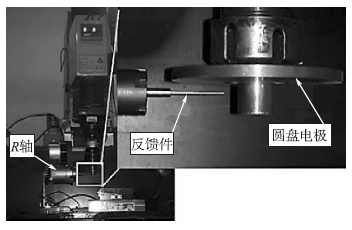
圖5 實驗裝置
2.2 實驗條件
實驗過程中,電極材料為紫銅,工件材料為高溫恒彈性鎳鐵精密合金3J40。3J40 是常用的精密儀器儀表元件材料,密度為8.2g/cm3。該材料除了具有良好的彈性性能外,還具有硬度高、彈性模量溫度系數低和內耗小等性能。本實驗采用參數如表1所示。
2.3 實驗設計
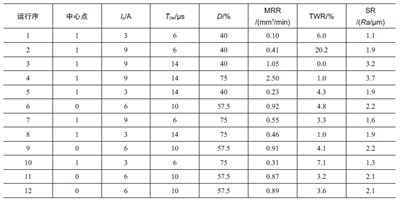
影響電火花加工參數的參數很多,前期的部分因子實驗結果表明Ip、TON、D對MRR、TWR和SR三個響應具有顯著作用,因此在全因子實驗中選用它們作為考察因素,利用Minitab 軟件設計了兩水平外加4 個中心點的全因子實驗,研究了三個主要參數對MRR、TWR和SR 的影響及其交互作用。實驗設計與結果如表2所示。
表1 電火花加工工藝參數
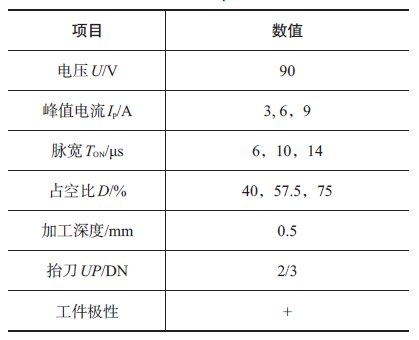
表2 實驗設計與結果
3.實驗結果分析與加工驗證
3.1 實驗結果分析與優化
實驗分析顯示Ip 、TON 、D和Ip與TON的交互作用對MRR的影響是顯著的。在實驗所選參數范圍內,D越大MRR越大,MRR與Ip 、TON的等值線圖如圖6 (a) 所示,D一定時,同時增大Ip和TON可以提高MRR;Ip 、TON以及Ip與TON的交互作用對SR 是顯著的,而D 對SR 幾乎沒有影響,SR 與Ip、TON的等值線圖如圖6 (b) 所示,同時減小Ip和TON 可以減小SR。由此可見要同時獲得較大的MRR與較小的SR是相互矛盾的,因此,本文利用Minitab 的優化響應器求解得到一個理想的加工參數,使獲得較大的MRR時,SR不至于過大。優化時,設置MRR 為望大,望目為3.0,下限為0.3;SR 為望小,望目為Ra0.4μm,上限為Ra2.0μm;TWR為望小,望目為0,上限為15%。優化結果如下,當Ip為7.97A,TON為6μs,D為75%時,理論MRR 為0.66mm3/min, TWR 為3.5% , SR 為Ra1.68μm,適合半精加工。
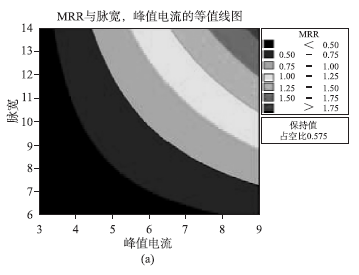
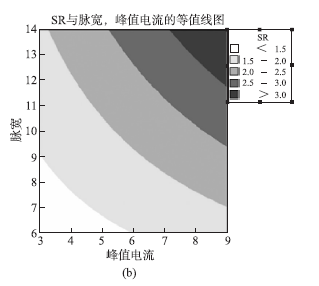
圖6 MRR、SR與Ip、TON的等值線圖
3.2 加工驗證
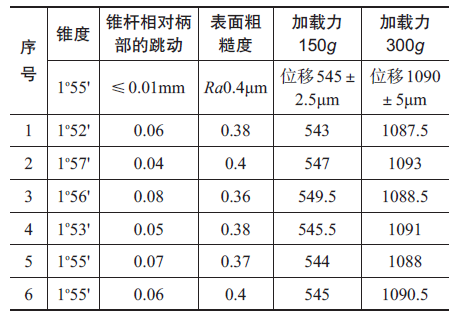
本文最后采用優化后的加工參數,采用半精加工再精加工的策略,利用圓盤電極切向旋轉進給法對反饋桿錐桿進行半精加工,保留單邊余量10μm,而后采用Ip為1A,TON為2μm,D為75%進行精加工,加工完成的試件及其表面形貌如圖7 所示。對同一批次完成的6 根反饋桿零件進行檢測,
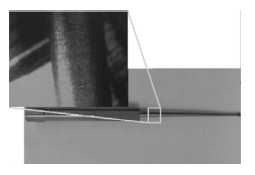
圖7 反饋桿樣件圖
結果如表3 所示,實驗結果表明,基于圓盤電極切向旋轉進給法電火花精密加工低剛度錐桿類零件的加工工藝方法是可行的,加工出的錐桿剛度等性能一致性高、表面質量好,而且電極利用率高。
表3 反饋桿檢測數據
4.結論
本文在理論和實驗上研究了基于圓盤電極切向旋轉進給法的低剛度錐桿精密電火花加工工藝的可行性,并對加工參數進行了優化。結合實驗可得出以下結論:
1) 理論計算表明,采用圓盤電極旋轉切向進給法可實現電極等厚度損耗,能縮短低剛度細長錐桿的加工時間。
2) 在實驗所選參數范圍內,增大占空比、同時增大峰值電流和脈寬均能增大3J40 的MRR,然而同時增大峰值電流和脈寬時,表面粗糙度值SR變大,而占空比對SR幾乎沒有影響;
3) 基于圓盤電極切向旋轉進給法電火花加工低剛度錐桿的加工工藝方法是可行的,加工出的反饋桿性能一致性高、表面質量好,加工時間短,電極利用率高。
對于錐桿頭部圓球的加工工藝,目前采用車削加磨削的方法加工。由于電火花磨削法可以加工出質量較好的錐桿,同樣可以考慮采用杯形電極電火花磨削法來嘗試加工錐桿頭部圓球,如果此方法可行,便可實現在同一電火花機床上完成反饋桿的錐桿與錐桿頭部圓球的加工,從而大大減少工件裝夾次數從而提高生產效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

