


用于電火花加工抬刀運(yùn)動(dòng)的速度規(guī)劃算法
2017-2-27 來(lái)源:上海交通大學(xué)機(jī)械與動(dòng)力工程學(xué)院 作者:劉宏達(dá),陳昊,陳默,奚學(xué)程,趙萬(wàn)生
摘要:電火花加工時(shí),通過(guò)采用周期性的抬刀運(yùn)動(dòng)來(lái)降低放電間隙中的蝕除物濃度,能在改進(jìn)有效放電率的同時(shí)提高加工的穩(wěn)定性。目前用于電火花加工抬刀運(yùn)動(dòng)的速度規(guī)劃算法,如常數(shù)加加速度S 形曲線速度規(guī)劃,其加加速度變化是不連續(xù)的,常數(shù)加加速度由于階躍變化會(huì)引起機(jī)床的沖擊和振動(dòng),使放電間隙狀態(tài)變得不穩(wěn)定,從而導(dǎo)致加工的不穩(wěn)定。提出了一種用于抬刀運(yùn)動(dòng)的連續(xù)加加速度的速度規(guī)劃算法,根據(jù)抬刀最大速度、抬刀高度及機(jī)床Z 軸允許的最大加加速度進(jìn)行基于連續(xù)加加速度的速度規(guī)劃。通過(guò)對(duì)該速度規(guī)劃算法進(jìn)行的加工比較驗(yàn)證實(shí)驗(yàn)可知,運(yùn)用該速度規(guī)劃方法可在保證加工效率的基礎(chǔ)上,更好地減少對(duì)機(jī)床的沖擊和振動(dòng),使加工過(guò)程更穩(wěn)定。
關(guān)鍵詞:電火花加工;抬刀運(yùn)動(dòng);S 形曲線速度規(guī)劃;連續(xù)加加速度
電火花加工材料去除是通過(guò)在電極與工件之間的絕緣通道中產(chǎn)生一系列放電完成的,放電產(chǎn)生的蝕除物不利于穩(wěn)定加工[1]。為了提高有效放電率及加工穩(wěn)定性[2-4],通常采用周期性的抬刀運(yùn)動(dòng)將蝕除物從放電間隙中排出,同時(shí)使清潔的工作液能進(jìn)入放電間隙,降低間隙中的蝕除物濃度。
為了減小因抬刀啟動(dòng)和停止時(shí)帶來(lái)的機(jī)床沖擊, 必須對(duì)抬刀運(yùn)動(dòng)中的加減速過(guò)程進(jìn)行速度規(guī)劃, 否則易導(dǎo)致過(guò)沖等影響放電間隙狀態(tài)的穩(wěn)定,從而影響加工的穩(wěn)定性[5]。目前主要采用的加減速規(guī)劃算法有梯形速度曲線和S 形速度曲線[6],這兩種速度規(guī)劃算法都能使速度得到很好的平滑。梯形速度曲線是一種速度最優(yōu)曲線[7],雖然算法簡(jiǎn)單,但加速度不連續(xù),在抬刀運(yùn)動(dòng)過(guò)程中加速度會(huì)產(chǎn)生突變,產(chǎn)生的高頻諧波將導(dǎo)致機(jī)床發(fā)生較大的沖擊和振動(dòng)[8-9],不適于抬刀運(yùn)動(dòng)速度控制。
Jahanpour 等[10]提出了一種基于指數(shù)加加速度的S 形五段速度規(guī)劃方法,用2 個(gè)速度斜率校正系數(shù)來(lái)控制每個(gè)尖角的加減速狀態(tài),同時(shí)用基于加速度和加加速度非線性約束的模式搜索算法,計(jì)算每個(gè)尖角的加速狀態(tài),使總的加工時(shí)間最小。梁速等[11]開(kāi)發(fā)了基于PMAC 運(yùn)動(dòng)控制卡的五軸聯(lián)動(dòng)電火花加工數(shù)控系統(tǒng), 實(shí)現(xiàn)了主軸最高速度達(dá)12 m/min、最大加速度約1 g 的穩(wěn)定高速抬刀性能, 其加工窄縫的性能顯著優(yōu)于普通電火花加工機(jī)床;但其使用的基于常數(shù)加加速度的S 形速度曲線,在高速抬刀時(shí)易帶來(lái)沖擊,導(dǎo)致過(guò)沖量大,必須增加緩沖區(qū)來(lái)減小過(guò)沖對(duì)放電間隙的影響。而基于正弦加加速度的S 形速度曲線,其速度、加速度、加加速度都是連續(xù)的,使系統(tǒng)具有更高的柔度,完全避免了柔性沖擊[12]。
為了減少因常數(shù)加加速度階躍變化引起的機(jī)床沖擊和振動(dòng),本文對(duì)現(xiàn)有的用于電火花加工抬刀運(yùn)動(dòng)S 形曲線加減速規(guī)劃進(jìn)行了改進(jìn),提出了用于電火花抬刀運(yùn)動(dòng)的連續(xù)加加速S 形曲線加減速規(guī)劃方法,并通過(guò)實(shí)際加工實(shí)驗(yàn)進(jìn)行了驗(yàn)證。
1.基于連續(xù)加加速度的S 形速度曲線
1.1 S 形速度曲線
在數(shù)控機(jī)床伺服系統(tǒng)中,對(duì)運(yùn)動(dòng)軌跡進(jìn)行良好的速度規(guī)劃不僅能提高加工的穩(wěn)定性及加工質(zhì)量,還能使插補(bǔ)更易實(shí)時(shí)實(shí)現(xiàn)。在高速切削加工中要求刀具進(jìn)給速度變化平穩(wěn),而常規(guī)的梯形曲線加減速過(guò)程中存在加速度不連續(xù),因而在運(yùn)動(dòng)過(guò)程中易使機(jī)床及刀具產(chǎn)生沖擊和振動(dòng)。基于S 形速度曲線的加減速方法由于速度變化曲線和加速度變化曲線都是連續(xù)的,很大程度上避免了沖擊,故在高檔數(shù)控機(jī)床上廣泛使用。文獻(xiàn)[13]討論了S 形速度曲線的各種加減速情況,復(fù)雜情況下可分為以下7 個(gè)階段:加加速階段、勻加速階段、減加速階段、勻速階段、加減速階段、勻減速階段和減減速階段。在加速度充分大的情況下,可將速度規(guī)劃分成5 段。為了簡(jiǎn)單起見(jiàn),本文用5 段式速度規(guī)劃曲線來(lái)描述[14]。
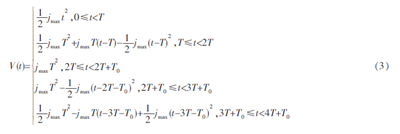
如圖1 所示,假設(shè)加加速、減加速、加減速和減減速的時(shí)間都相同,設(shè)為T(mén),初始加速度、初始速度和初始位移均為0,最大加加速度為jmax。那么,任何時(shí)刻的加速度a(t)、速度V(t)及位移S(t)都能通過(guò)對(duì)加加速度的積分計(jì)算得到:
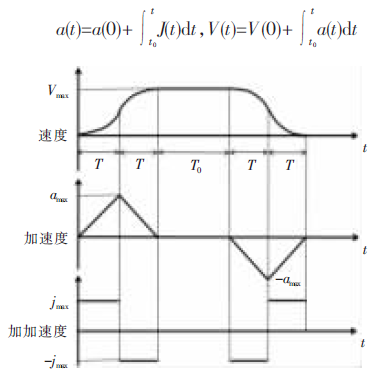
圖1 常數(shù)加加速度S 形加減速曲線
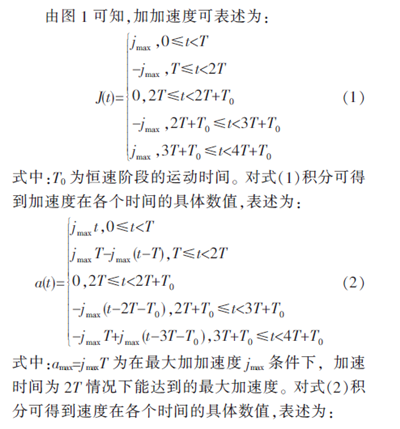
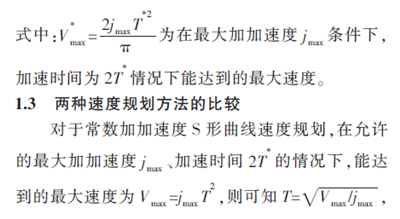
式中:Vmax=jmaxT2 為在最大加加速度jmax條件下,加速時(shí)間為2T 情況下能達(dá)到的最大速度。
1.2 基于連續(xù)加加速度的S 形速度曲線
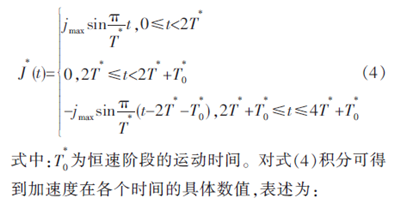
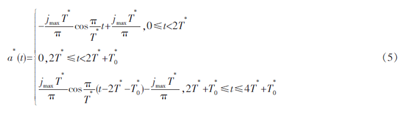
基于常數(shù)加加速度的S 形曲線加減速在很大程度上避免了機(jī)床的沖擊和振動(dòng),但由于加加速度為常數(shù),使機(jī)床柔性仍顯不足,且易在抬刀即將結(jié)束時(shí)產(chǎn)生過(guò)沖,難以穩(wěn)定地保證幾十微米的放電間隙, 需增加一個(gè)距離大于過(guò)程量的抬刀緩沖區(qū),使過(guò)沖不影響加工區(qū)域。針對(duì)該問(wèn)題,本文提出了基于連續(xù)加加速度的S 形速度曲線加減速算法。采用正弦曲線加加速度進(jìn)行速度規(guī)劃,與前節(jié)提到的常數(shù)加加速度S 形曲線一樣處理, 那么,積分得到的加速度、速度及位移均是連續(xù)的。如圖2所示,假設(shè)加加速、減加速、加減速及減減速的時(shí)間都相同,設(shè)為T(mén)*,初始加速度、初始速度和初始位移均為0,最大加加速度為jmax。那么,任何時(shí)刻的加速度a*(t)、速度V*(t)及位移S*(t)都能通過(guò)對(duì)加加速度的積分計(jì)算得到:
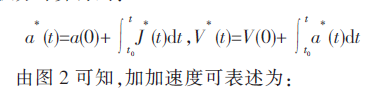
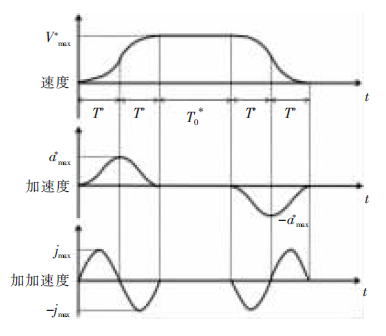
圖2 連續(xù)加加速度S 形加減速曲線




2.MATLAB 仿真結(jié)果
對(duì)2 種基于不同加加速度的S 形速度曲線進(jìn)行仿真,設(shè)定機(jī)床最大加加速度為jmax =80 000 mm/s3,最大速度為Vmax =50 mm/s,加速時(shí)間T=0.025 s,由1.3 節(jié)的推論可確定相應(yīng)的T* 。仿真結(jié)果見(jiàn)圖3,其中直線表示連續(xù)加加速度,虛線表示分段常數(shù)加加速度。
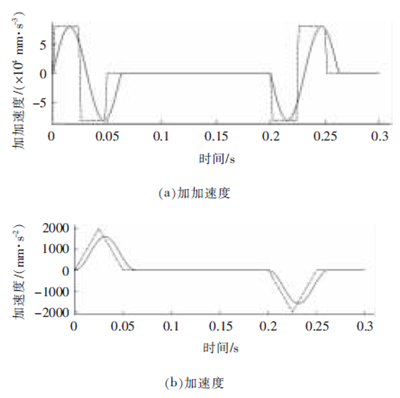
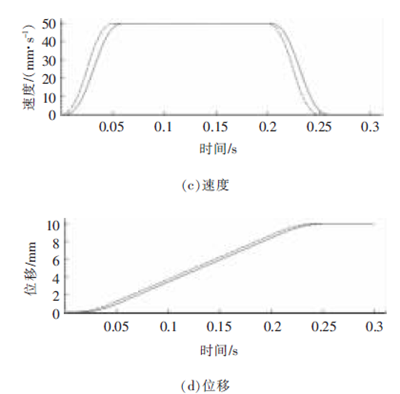
圖3 兩種加速方法的仿真對(duì)比
從仿真結(jié)果可看出,2 種方法在加速度、速度和位移曲線上均能保持連續(xù)且平穩(wěn)的過(guò)渡。在抬刀高度為10 mm 的加減速過(guò)程中, 當(dāng)速度從0 加速到Vmax=50 mm/s 時(shí),無(wú)論是加速度、速度還是位移,常數(shù)加加速度方法的快速性都要好于連續(xù)加加速度方法,且在加速過(guò)程中,常數(shù)加加速度方法實(shí)際需要的加速度是大于連續(xù)加加速度方法的,這也造成其在回退至抬刀起點(diǎn)時(shí)易產(chǎn)生過(guò)沖,必須增加緩沖區(qū)來(lái)保證放電間隙狀態(tài)的穩(wěn)定。同時(shí),連續(xù)加加速度方法的加加速度是連續(xù)的,在抬刀啟動(dòng)和停止時(shí)能更好地減少機(jī)床的沖擊和振動(dòng), 減少絲杠磨損,延長(zhǎng)機(jī)床使用壽命,還能有效減少抬刀回退過(guò)程中的過(guò)沖,保證了放電間隙狀態(tài)的穩(wěn)定,有利于加工的穩(wěn)定。
3.窄槽加工實(shí)驗(yàn)
本文提出的改進(jìn)型S 形曲線速度規(guī)劃方法主要針對(duì)電火花加工過(guò)程中的抬刀運(yùn)動(dòng),而深窄槽的加工能很好地驗(yàn)證抬刀性能。為了檢驗(yàn)改進(jìn)的抬刀運(yùn)動(dòng)速度規(guī)劃算法的穩(wěn)定性和可靠性,本文將其運(yùn)用HE70 型電火花加工機(jī)床,并與PMAC 運(yùn)動(dòng)控制卡提供的基于特征參數(shù)Ts、Ta及Vmax自行規(guī)劃S曲線加減速的插補(bǔ)器提供的抬刀速度規(guī)劃進(jìn)行對(duì)比實(shí)驗(yàn)。其中,Ts為S 曲線加減速階段所需的時(shí)間;Ta為整個(gè)加減速過(guò)程所需的時(shí)間;目標(biāo)速度Vmax為經(jīng)過(guò)S 曲線加速后進(jìn)入勻速狀態(tài)的最大速度。
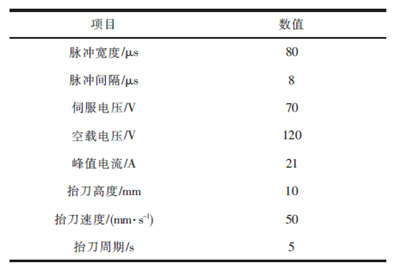
加工實(shí)驗(yàn)為Z 軸單軸加工,工件為45 鋼,電極為70 mm×20 mm×2 mm 的石墨電極, 加工深度為10 mm,采用正極性加工。具體實(shí)驗(yàn)條件見(jiàn)表1。
表1 窄槽加工實(shí)驗(yàn)條件
實(shí)驗(yàn)發(fā)現(xiàn),采用本文方法加工一個(gè)10 mm 的深窄槽平均用時(shí)約40.7 min,而采用PMAC 卡提供的S 形曲線規(guī)劃方法平均用時(shí)約40.5 min。可見(jiàn),本文提出的方法并未明顯降低加工效率,但由于連續(xù)加加速度方法的加加速度是連續(xù)的,在抬刀啟動(dòng)和停止時(shí)能更好地減少機(jī)床的沖擊和振動(dòng),最大程度地減少了對(duì)機(jī)床的柔性沖擊。加工的窄槽及微觀放大圖見(jiàn)圖4。
圖4 窄槽加工圖
4.結(jié)束語(yǔ)
針對(duì)電火花加工過(guò)程中抬刀運(yùn)動(dòng)S 形速度曲線加加速度不連續(xù)的問(wèn)題,本文提出了一種用于抬刀運(yùn)動(dòng)的連續(xù)加加速度的速度規(guī)劃算法。該方法根據(jù)抬刀高度、抬刀最大速度及機(jī)床主軸允許的最大加加速度進(jìn)行基于連續(xù)加加速度的速度規(guī)劃。加速過(guò)程與減速過(guò)程的時(shí)間相同,且加加速度、加速度和速度表達(dá)式也相同。為了驗(yàn)證該速度規(guī)劃算法的性能,對(duì)其進(jìn)行了加工比較實(shí)驗(yàn)。結(jié)果表明,運(yùn)用該速度規(guī)劃方法在保證加工效率的基礎(chǔ)上,能更好地減少對(duì)機(jī)床的沖擊和振動(dòng), 使加工過(guò)程更穩(wěn)定,且通過(guò)多次實(shí)驗(yàn)驗(yàn)證了該方法的穩(wěn)定性與可靠性。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車(chē)銷(xiāo)量情況
- 2024年12月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)銷(xiāo)量情況
- 2024年10月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別