


注射模鑲塊數控電火花成型的工藝分析與加工
2017-2-28 來源:東莞職業技術學 作者:曹會元
摘要:通過對注射模鑲塊數控電火花h_Z-的工藝分析,得出正確的電規準參數,提高工件的表面質量。
關鍵詞:注射模鑲塊;電火花加工;工藝分析;電規準
1.引言
電火花加工是利用浸在工作液中的兩級間脈沖放電時產生的電蝕作用蝕除導電材料的特種加工方法。正確的設計加工電極,合理的選擇電規準可有效提高工件的表面質量。
2.注射模鑲塊數控電火花成型的工藝分析
注射模鑲塊材料如圖1所示,材料為40Cr,硬度為38。40HRC,加工表面粗糙度值砌為0.81xm,要求型腔側面棱角清晰,圓角半徑R<0.25mm。
(1)方法選擇。
選用單電極平動法進行電火花成型加工,為保證側面棱角清晰(尺<0.3mm),其平動量應小,取6≤O.25mm。
(2)工具電極。
a.電極材料選用鍛造過的紫銅,以保證電極加工質量以及加工表面粗糙度值。
b.電極結構與尺寸如圖1b所示。
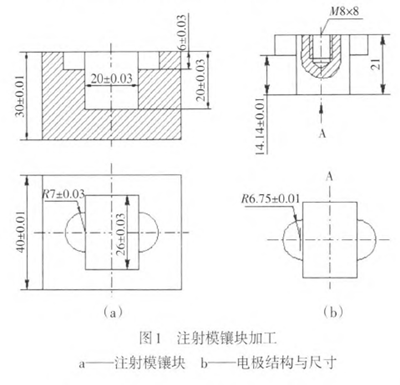

由于電極尺寸縮放量較小,用于基本成型的粗加工電規準參數不宜太大。根據經驗可知,實際使用的粗加工參數會產生l%的電極損耗。因此,對應的型腔主體20mm深度與R7mm搭子的型腔6mm度的電極長度之差不是14mm,而是(20—6)×(1+1%)=14.14mm。盡管精修時也有損耗,但由于兩部分精修量一樣,故不會影響二者深度之差。圖1b所示電極結構,其總長度無嚴格要求。
c.電極制造。電極可以用機械加工的方法制造,但因有兩個半圓的搭子,一般都用線切割加工,主要工序如下:①備料;②刨削上下面;③畫線;④加工M8x8的螺孔;⑤按水平尺寸用線切割加工;⑥按圖示方向前后轉動900,用線切割加工兩個半圓及主體部分長度;⑦鉗工修整。
d.鑲塊坯料加工。①按尺寸需要備料;②刨削六面體;③熱處理(調質)達38~40HRC;④磨削鑲塊6個面。
e.電極與鑲塊的裝夾與定位。
用M8mm的螺釘固定電極,并裝夾在主軸頭的夾具上。然而用千分表(或百分表)以電極上端面和側面為基準,校正電極與工件表面的垂直度,并使其X、Y,軸與工作臺X、Y移動方向一致。鑲塊一般用平口鉗夾緊,并校正其X、Y軸,使其與工作臺X、y移動方向一致。定位,即保證電極與鑲塊的中心線完全重合。用數控電火花成型機床加工時,可利用機床自動找中心功能準確定位。
3.注射模鑲塊數控電火花成型加工
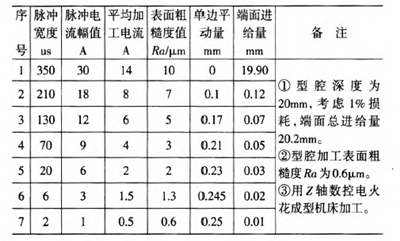
電火花成型加工中所選用的電規準和平動量及其轉換過程如表1所示。
表1 電規準轉換與平動量分配
4.結束語
通過注射模鑲塊數控電火花加工的工藝分析,得出合理的電加工規準,從而最大限度地實現“高效低耗”生產加工,提高工件的表面質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

