


用螺紋堵修復鑄造缺陷的工藝探索
2018-1-19 來源: 共享裝備股份有限公司 作者:劉杰 王瑞
摘要:本文介紹了一種用螺紋堵修復鑄造缺陷的方法,著重闡述了其對有密封要求的鑄件型腔的鑄造缺陷的修復。
關鍵詞:螺紋配合;壓力
瓦錫蘭6L、8L及9L型機架毛坯鑄件有壓力測試要求。如果油腔漏水,按照規范,產品不符合要求,為報廢產品。經過對壓力測試不合格的鑄件進行分析,發現如下問題:①油腔漏水點的設計壁厚僅為15 mm;②芯撐設計不合理,外圓過大,導致該處在鐵水澆鑄過程中芯撐沒有完全融合,在注水打壓過程中,隨著壓力增大,高壓水從芯撐未融合處滲出。
為了能夠降低因水壓不合格造成的產品報廢的損失,本文研究了如何對水壓試驗不合格的產品進行返修的方法。
合機架油腔。嘗試選擇螺紋配合堵對機架油腔進行返修。螺紋有粗牙螺紋和細牙螺紋之分,在有密封要求的條件下一般選擇細牙螺紋,因粗牙螺紋其螺距較大,配合間隙大,高壓水會從螺紋配合間隙中滲出,不利于密封。細牙螺紋又有直螺紋和錐螺紋之分,錐螺紋在旋緊的過程中,其錐度使螺紋牙型擠壓,螺紋配合間隙越來越小,遠小于直螺紋的配合間隙。
本文所述瓦錫蘭6L、8L及9L型機架油腔漏點范圍為西3 mm,結合壁厚12 mm~15 mm,選取ZGl/8螺紋堵。
1、方案設計2方案驗證
在有水壓檢測要求的鑄件型腔壁上鑲堵,具體有兩種方式:一種是過盈配合光堵;一種是螺紋配合堵。本文所述瓦錫蘭6L、8L及9L型機架,其油腔設計壁厚僅為15 mm,而實際生產出的鑄件壁厚多為負偏差,也即鑄件實際壁厚一般為12 mm~15 mm.過盈配合光堵必須在配合后定位,而12 mm一15 mm的壁厚滿足不了過盈配合光堵的定位條件;即使可以滿足,在注水打壓過程,高壓水也有可能從過盈配合光堵的定位裝置處滲出,故過盈配合光堵不適合機架油腔。嘗試選擇螺紋配合堵對機架油腔進行返修。螺紋有粗牙螺紋和細牙螺紋之分,在有密封要求的條件下一般選擇細牙螺紋,因粗牙螺紋其螺距較大,配合間隙大,高壓水會從螺紋配合間隙中滲出,不利于密封。細牙螺紋又有直螺紋和錐螺紋之分,錐螺紋在旋緊的過程中,其錐度使螺紋牙型擠壓,螺紋配合間隙越來越小,遠小于直螺紋的配合間隙。
本文所述瓦錫蘭6L、8L及9L型機架油腔漏點范圍為西3 mm,結合壁厚12 mm~15 mm,選取ZGl/8螺紋堵。
2、方案驗證
螺紋堵修復方案的實施過程如下:
1)標識:將所有滲漏的鑄件重新進行水壓檢測,確定泄漏點的具體位置,在泄漏點位置中心處打樣沖點標識,并劃出十字延長線標志,具體如圖1所示。

圖l 泄漏點打樣沖點標識
2)鉆孔:在第一步標識出的沖點位置鉆ZGl/8螺紋底:E4'8.5 mm,再用1:16錐鉸刀將4,8.5 mm直孑L鉸成錐孔,保證錐孔大頭直徑為4,9.2 nlm.最后攻ZGl/8螺紋,最終形成如圖2所示的ZGl/8螺紋孔。
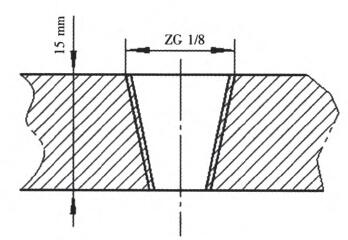
圖2 ZGl/8螺紋
3)螺紋堵制作:用與鑄件母材材質相同的鐵棒,通過機床加工為ZGl/8螺紋堵,且螺紋堵帶有方頭,如圖3所示,可方便操作人員使用扳手擰緊螺紋堵。
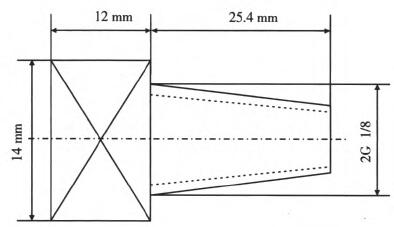
圖3 ZGl/8螺紋堵
4)裝配:將第2步和第3步制成的ZGl/8螺紋孔和螺紋堵清理干凈,涂抹螺紋密封劑后將兩者裝配組合并旋緊,并去除螺紋堵方頭使螺紋堵與鑄件毛坯面齊平。如圖4所示為螺紋堵裝配后示意圖。
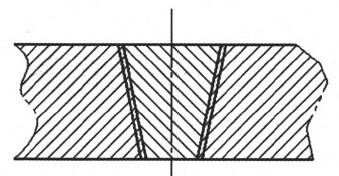
圖4螺紋堵裝配后示意圖
5)放松:沿螺紋堵與螺紋孔配合處一圈,均布沖四點以破壞部分螺紋配合,從而防止螺紋堵自行退出,具體如圖5所示。
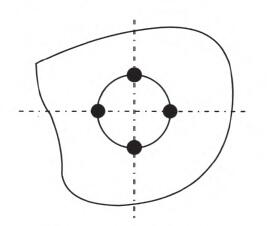
圖5放松沖點示意圖
6)水壓試驗檢測:重新進行壓力測試,檢測螺紋堵處是否滲漏。經過檢測,修補后的滲漏鑄件全部合格。
3、結論
本文通過對機架類鑄件滲漏點的修復,總結出了一套現實可行的、方便簡潔的修復方案,在鑄件允許修補的情況下,此修補方案可以進行推廣。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

